预约演示
更新于:2025-10-31
Shanghai Cellular Biopharmaceutical Group Ltd.
更新于:2025-10-31
概览
标签
肿瘤
血液及淋巴系统疾病
免疫系统疾病
自体CAR-T
疾病领域得分
一眼洞穿机构专注的疾病领域

暂无数据
技术平台
公司药物应用最多的技术
暂无数据
靶点
公司最常开发的靶点
暂无数据
| 排名前五的药物类型 | 数量 |
|---|---|
| 自体CAR-T | 3 |
| 排名前五的靶点 | 数量 |
|---|---|
| GPC3(磷脂酰肌醇聚糖3) | 1 |
| CD19 x CD20 | 1 |
| BCMA(B细胞成熟蛋白) | 1 |
关联
3
项与 上海赛比曼生物科技有限公司 相关的药物靶点 |
作用机制 BCMA调节剂 [+1] |
在研机构 |
非在研适应症- |
最高研发阶段临床1/2期 |
首次获批国家/地区- |
首次获批日期- |

作用机制 CD19抑制剂 [+1] |
非在研适应症 |
最高研发阶段临床1/2期 |
首次获批国家/地区- |
首次获批日期- |
靶点 |
作用机制 GPC3调节剂 [+1] |
在研机构 |
原研机构 |
在研适应症 |
非在研适应症- |
最高研发阶段临床1/2期 |
首次获批国家/地区- |
首次获批日期- |

29
项与 上海赛比曼生物科技有限公司 相关的临床试验NCT06590246
Phase I/II Clinical Study of Armored and GPC3-targeted Autologous Chimeric Antigen Receptor (CAR) T-cell Infusion C-CAR031 in Participants with GPC3+ Advanced/recurrent Hepatocellular Carcinoma
This single-arm, open-label multicenter Phase I/II study will evaluate the safety, tolerability, anti-tumor activity, pharmacokinetics (PK), pharmacodynamics (PD), and immunogenicity of C-CAR031 in adult participants with GPC3+ advanced/recurrent HCC, who have progressed or are intolerant to at least two prior lines of standardized systemic therapy, and lack of other effective treatments.
开始日期2024-09-30 |
申办/合作机构 |
CTR20250125
抗CD19/CD20嵌合抗原受体自体T细胞注射液(C-CAR039)治疗CD19或CD20阳性的复发或难治性大B细胞淋巴瘤的Ib/II期临床研究长期随访研究
1)评价C-CAR039治疗复发或难治性大B细胞淋巴瘤(LBCL)受试者的长期安全性;2)评价C-CAR039治疗复发或难治性LBCL受试者的长期生存情况;3)评价C-CAR039细胞制剂长期的药代动力学;4)评价C-CAR039治疗复发或难治性LBCL受试者的长期免疫原性;5)评价C-CAR039治疗复发或难治性LBCL受试者的长期疗效(入组时处于缓解状态的受试者)。
开始日期2023-06-21 |
申办/合作机构 |
NCT05800977
A Phase 1b/2 Study of a Anti-CD19/CD20 Bispecific CAR-T Therapy (C-CAR039/Prizloncabtagene Autoleucel) in Patients with Relapsed/Refractory Large B-Cell Lymphoma
This is a multicenter, single arm, open-label study. The purpose of the study is to evaluate safety of Prizloncabtagene Autoleucel (Prizlon-cel) and establish the recommended Phase 2 dose (RP2D) (Phase 1b) and to evaluate the efficacy of Prizlon-cel (Phase 2) in patients with relapsed or refractory large b-cell lymphoma (LBCL).
开始日期2023-02-22 |
申办/合作机构 |
100 项与 上海赛比曼生物科技有限公司 相关的临床结果
登录后查看更多信息
0 项与 上海赛比曼生物科技有限公司 相关的专利(医药)
登录后查看更多信息
12
项与 上海赛比曼生物科技有限公司 相关的新闻(医药)2025-09-03
EHS PHARMA
GOOD PRACTICES
2024年制药企业EHS管理优秀案例
通知丨2024年“制药企业EHS管理优秀案例”征集评选活动启动
2024年制药企业EHS管理优秀案例申报|5月20日截止 附: 常见问题说明
2024年制药企业EHS管理优秀案例获奖名单
1、赛诺菲(北京)制药∣基于微软FORMS和POWER BI的事故隐患数据分析与可视化展示
2、浙江花园生物医药股份∣VOCs减量化设计理念在花园营养的实践
3、西安杨森制药∣双灯塔案例分享
4、江苏万邦生化医药∣化学品管控实践
5、北京民海生物∣健康企业建设优秀案例分享
6、西安杨森制药∣AI 技术助力安全管理提升
7、华润双鹤药业∣开展EHS标准化体系建设 为基层企业EHS管理提质增效——浅论华润双鹤的“多体系融合”工作成效
8、西安杨森制药∣RIFD 人员管理数字化平台
9、浙江九洲药业∣环保治理新技术应用
10、西安杨森制药∣数字化创新实现能源卓越
11、四川科伦药业∣承包商安全管理经验分享
12、西安杨森制药∣领导层现场巡检和积极安全隐患汇报驱动实验室安全提升——通过量变积累降低安全风险,实现质的提升
13、眼力健(杭州)制药∣创新叉车安全防护, 保障企业生产安全——小优化彰显大用途
14、保诺桑迪亚集团∣药研企业高危过夜反应线上管理实践
15、山东京卫制药∣安全文化建设
16、上海赛比曼生物∣生物制药企业空调系统噪声环境控制方案与实践
17、保诺桑迪亚集团∣药研企业危化品 EHS 信息线上查询系统实践
18、上海臻格生物∣浅谈“主动型”安全文化推进的四个举措
19、上药集团信谊万象药业∣安全生产信息化管理系统 助力企业安全管理
20、上药集团南通常佑药业∣高盐高 COD 废水脱盐过程中溶剂的分离
21、海南先声药业∣抗生素废水处理工艺优化
22、山东齐都药业∣“一体两翼三支撑”安全管理保障体系建设实践
23、湖南华纳大药厂手性药物∣实行细化培训,提升企业安全战斗力
24、上药集团上海第一生化药业∣信息化提升 EHS 现场高效管理
25、齐鲁制药山东安弘制药∣EHS 绩效评价体系实践
26、齐鲁制药山东安弘制药∣废气治理提升案例
27、上药集团青岛国风药业∣班组特色安全文化建设
28、扬子江药业集团∣工厂 SHE 现场管理运作模式
四川新迪生物制药有限公司
四川科伦药业股份有限公司(简称“科伦药业”),1996年成立于四川,是一家拥有70余家子(分)公司的现代化药业集团,现已形成由科伦药业、川宁生物、科伦博泰构成的“品”字型架构运营平台,总市值已超千亿。2017年,科伦位居中国制造业500强第155位。2022年,科伦位列中国医药制造业前三甲。
四川新迪生物制药有限公司、四川科伦药业股份有限公司邛崃分公司为四川科伦药业股份有限公司的全资子公司,经过数年的发展已拥有包括草酸艾司西酞普兰、盐酸伐昔洛韦、拉呋替丁、葡萄糖酸依诺沙星、甲磺酸帕珠沙星、乳酸环丙沙星、单磷酸阿糖腺苷、依地酸钙钠、马来酸阿法替尼、帕布昔利布、钙布醇、A049艾塞那肽、丙氨酰谷氨酰胺、舒更葡糖钠、丁基羟基苯甲醚等十五种产品生产能力以及CDMO项目承接能力。
化学合成原料药位于药品研发、生产的前端,是保障各类型药品生产、满足临床用药需求、市场需求的基础,存在各类化学反应、固液分离、干燥等工序,涉及到使用各类化学品,特别是使用到易燃易爆的各类溶剂、试剂等化学品、易制毒易制爆、剧毒化学品等,有的还会涉及重点监管危险化学品、重点监管危险化工工艺,生产现场复杂粗放、风险点多,风险管控难度大。因此,化学合成原料药是安全主管部门监管的重点行业。
当前,合成原料药行业生产管理较其他行业相对粗放,尚处于机械化、密闭化、管道化、自动化的阶段。行业区域差异大,发展不均衡。行业内原料药生产的不同环节发展也不平衡,原料生产过程中的合成反应环节、离心环节、干燥环节、分装环节都已逐步实现了密闭化、自动化,在此基础上逐步向数字化、智能化转型。但是在局部的投料环节上存在暴露操作、敞口作业的现状。新迪生物制药充分调研行业现状,致力于不断提升公司自动化水平、密闭化水平,夯实本质安全基础,引入各类固体投料器、液体加料枪等技术装置,实现投料环节的密闭化作业。
一、使用新型固体物料装置的密闭化实践
固体物料的投料方式,传统的是开启反应釜开人孔盖,存在暴露操作的情况。我公司开发使用了一种实用新型的固体加料装置,解决了开盖加料的问题。
为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅用于解释本实用新型,并不用于限定本实用新型。
参阅图2,本实用新型提供了一种固体投料器,所述投料器1包括:PE袋13、锥形漏斗11和蝶阀12,投料器1主体为锥形漏斗11和设置在锥形漏斗11下方的蝶阀12,所述锥形漏斗11上方设置有PE袋13。
图1
图2
首先将固体投料器1的蝶阀12关闭,然后将固体投料器1与反应釜管口连接以固定好投料器1,接着将装有固体物料的PE袋13通过固体投料器1上部卡盘连接好后,将固体物料先投入固体投料器1锥形筒体6中。最后打开蝶阀12将固体物料投入反应釜中,投料完毕关闭蝶阀12。
参阅图1,本实用新型提供了一种反应釜,包括上述的一种固体投料器,还包括筒体6和上盖4,所述筒体6的外表面设置有外部基座7,所述外部基座7与筒体6外表面设置有隔热层 61,所述筒体6的上端一侧设置有支架5,所述筒体6和上盖4闭合形成密封的反应釜,反应釜内设置有搅拌器9,所述搅拌器9上端穿过所述上盖4设置有电机8和用于固定电机8的固定组件91,所述上盖4的两侧分别设置有进料口3和出气口2,所述上盖4的底部设置有出料口,所述出气口2和所述出料口均设置有密闭器件21,投料器1通过与所述进料口3通过法兰连接。
在使用时通过将投料器1法兰连接的反应釜上,实现密闭放料,固体原料放入锥形漏斗11中,再通过PE袋13将进口封闭,打开蝶阀12,固体原料进入到反应釜中,启动电机8,搅拌器9开始搅拌,搅拌时由于密闭器件21将进料口3与出气口2密闭,因此反应时的气体均不会外泄,外部基座7与反应釜中间的保温层能有效保持反应时反应釜中的温度,从而增加反应效率。
进一步地,所述搅拌器9包括搅拌轴92和U型搅拌桨93,所述搅拌轴92穿过所述上盖4设置在反应釜中间,所述搅拌桨93与搅拌轴92的底部连接。通过设置U型靠近底部的搅拌桨93对原料进行搅拌,由于原料为固体原料,因此由于重力作用均会下降至反应釜底部,通过U型设置的搅拌桨93,可有效对固体原料进行均匀搅拌。
进一步地,所述PE袋13与固体加料器通过卡盘直接连接。先将蝶阀12关闭,再将固体原料通过锥形漏斗11进行投料,完成投料后通过卡盘将PE袋13与锥形漏斗11连接固定,实现密闭放料。
进一步地,所述上盖4与筒体6的闭合方式为翻盖闭合,所述上盖4与筒体6闭合处通过螺栓固定件41固定。将上盖4与通过螺栓固定件41固定可有效提升装置的密闭性,通过扭动螺栓调节反应釜的上盖4和筒体6之间的密闭强度,防止由于反应时由于高温密闭二使其中的有毒气体跑掉的问题。
二、液体投料密闭装置的实践
液体物料的运输方式、包装形式是多样化的,大宗罐车运输、小宗桶装物料的投加方式也是有所不同的。大宗溶剂采用管道输送,在线计量,可以实现溶剂投加的密闭化作业。桶装溶剂的投加,传统的方式,开启桶盖后,使用真空或隔膜泵将物料投加进反应釜,桶内空气和溶剂混合,存在极大的安全隐患。
我公司结合桶装方式的实际情况,开发实践了两种液体投料加料方案。
(一)25L桶装液体物料密闭投加实践
公司设备管理部门为生产车间制作一种带4螺纹接头,接头上安装单阀,卡套接头,8活性碳。配件安装于接头的中心部分,此部分于外部螺纹分离。在拧近螺纹的过程中,中心部分不旋转以使拧过程方便快捷。中心部分是软塑料可以实现密封不单独安装密封垫。其工作原始是使用蠕动泵通过接头在封闭状态下抽取塑料桶中液体。
使用方法:
1、本抽料器通过内螺纹连接在塑料桶上,实现密闭抽料。并且单向阀、卡套接头及活性碳瓶部分与螺纹部分是分离的。避免在拧紧抽料器过程中跟随旋转而使抽料管变形。并且中间部分是弹性塑料件,可与塑料桶挤压变形,形成密封。
2、本抽料器,进气通过顶部单项阀进入桶内,保证了桶内压力与外部一致。避免在抽料时形成负压情况,使得料桶被抽扁。
3、本抽料器顶部设计了活性炭吸附器。能够吸附料液上层挥发气体。减少在取下抽料器时,挥发性气体外溢。
4、抽料管可以通过抽料器上卡套穿过抽料器伸入桶中,伸入长度可以任意调节,确保能抽净桶中的液体。在卡套拧紧的情况下通过实验验证,卡套能够承在0.5公斤左右压力下保证密封。
5、抽料器上卡套结构是通过改进设计的。无需卡套环,使用更方便。
6、抽料器材质为PP和四氟,能够耐受强酸强碱腐蚀。
(二)200L桶装液体物料密闭投加实践
该实践方案是一种液体压料器,包括接头1、进气管2、出液管3、安全阀4、氨气减压阀门5、第一阀门6、第二阀门7、氮气保护管8、软性套管9。适配不同深度的铁桶,以便完全抽干净桶内原料。
使用方法:
将连接头螺接在原料桶上,通过开启第一阀门6和第二阀门7并关闭第三阀门,向进气管2内通入氨气,在气压作用下,原料桶内的原料即通过出液管3流向反应釜,设备使用完毕后,关闭第一阀门6与第二阀门7,并开启第三阀门,继续相进气管2内通入氨气,残留在出液管3内的原料即可全部流出。
最后需要说明的是:以上所述为我公司实用新型的优选实施案例。原料药行业的密闭化生产是一条永无止境的探索之路,需要设备、技术、EHS等各类技术人员的通力协作,方能找到适合行业特点、满足安全环保需求的最佳解决方案。
作者:朱玉辉(四川科伦药业股份有限公司邛崃分公司EHS部部长zhuyuhui@kelun.com)
刘利(四川科伦药业股份有限公司邛崃分公司EHS安全经理214269841@qq.com)
EHS专委会为更好地服务制药企业,建有多个制药工业EHS管理技术交流群,欢迎制药企业EHS管理人员实名加入!请用工作邮箱发邮件给ehs_pharma@163.com(备注:所在药企全称、部门、职务、姓名、微信号),或加微信 haixia_lee (备注:药企名称+姓名)。
<
往届优秀案例合辑链接 >
2021年制药企业EHS管理优秀案例(25个)
2020年制药企业EHS管理优秀案例(24个)
2019年制药企业EHS管理优秀案例(19个)
END
编辑 | 海霞
精
彩
合
集
EHS指南EHS培训EHS年会年会演讲
医药工业数智化 双碳ESG 有限空间
环保 安全 应急健康/IH 危化品
EHS优秀案例2019202020212024
声明:原创文章,版权所有;未经允许,不得转载;转载授权及投稿邮箱 ehs_pharma@163.com;转载必须注明来源及作者,否则追究法律责任。
点分享
点收藏
点在看
点点赞
2025-07-23
EHS PHARMAGOOD PRACTICES2024年制药企业EHS管理优秀案例通知丨2024年“制药企业EHS管理优秀案例”征集评选活动启动2024年制药企业EHS管理优秀案例申报|5月20日截止 附: 常见问题说明2024年制药企业EHS管理优秀案例获奖名单1、赛诺菲(北京)制药∣基于微软FORMS和POWER BI的事故隐患数据分析与可视化展示2、浙江花园生物医药股份∣VOCs减量化设计理念在花园营养的实践3、西安杨森制药∣双灯塔案例分享4、江苏万邦生化医药∣化学品管控实践5、北京民海生物∣健康企业建设优秀案例分享6、西安杨森制药∣AI 技术助力安全管理提升7、华润双鹤药业∣开展EHS标准化体系建设 为基层企业EHS管理提质增效——浅论华润双鹤的“多体系融合”工作成效8、西安杨森制药∣RIFD 人员管理数字化平台9、浙江九洲药业∣环保治理新技术应用10、西安杨森制药∣数字化创新实现能源卓越11、四川科伦药业∣承包商安全管理经验分享12、西安杨森制药∣领导层现场巡检和积极安全隐患汇报驱动实验室安全提升——通过量变积累降低安全风险,实现质的提升13、眼力健(杭州)制药∣创新叉车安全防护, 保障企业生产安全——小优化彰显大用途14、保诺桑迪亚集团∣药研企业高危过夜反应线上管理实践15、山东京卫制药∣安全文化建设16、上海赛比曼生物∣生物制药企业空调系统噪声环境控制方案与实践17、保诺桑迪亚集团∣药研企业危化品 EHS 信息线上查询系统实践18、上海臻格生物∣浅谈“主动型”安全文化推进的四个举措19、上药集团信谊万象药业∣安全生产信息化管理系统 助力企业安全管理20、上药集团南通常佑药业∣高盐高 COD 废水脱盐过程中溶剂的分离21、海南先声药业∣抗生素废水处理工艺优化湖南华纳大药厂手性药物有限公司湖南华纳大药厂手性药物有限公司是华纳药厂的全资子公司,是华纳药厂原创性新药和高端仿制药从“起始原料→高难度中间体→特色原料药→制剂”的全产业链配套体系的核心企业,一家研发驱动型国家重点高新技术企业。公司目前有57个原料药登记,其中42个为A状态。25个辅料登记,其中15个为A状态。产品集中在消化道领域、抗感染领域、呼吸道领域。公司拥有领先的化学工业研发与产业化能力、完善的质量管理、EHS管理体系和良好产品服务能力。公司一直推行的EHS的安全理念就是通过预防优先、属地管理、全员参与、法规遵从、持续改进、保护环境和健康来确保工作场所的安全,并最大程度地减少事故和损害的发生,全面实现绿色工厂的EHS文化。一、目前企业安全培训存在的主要问题提高员工安全素质最直接有效的方法是安全教育培训,但是,近年来起生产安全事故的间接原因几乎都提到“教育培训不到位”这一因素,“培训不到位是最大的隐患”这一说法在不同的事故中都得到了验证,同时也表明了做实安全培训工作对企业安全生产工作的紧迫性。培训的主要问题表现在:培训内容偏离员工真实需求、培训效果不明显、员工学习积极性不高等现象,培训工作存在严重形式化、员工不积极、培训效果不佳的现象。花了重金和时间精力,但没有效果。二、解决方案(一)明确培训目的,做好培训需求调研企业人力资源部门作为培训主管部门,从岗位人员能力评估标准入手,全面分析目前各岗位现有人员能力是否满足岗位标准的要求,从合规性及实际能力两个方面做好培训需求分析;企业其他部门根据部门工作制度和流程,分析员工的培训需求和工作难点,针对性组织培训;安全部门深入各部门的基层岗位,了解安全隐患点,制定对应的安全措施,组织应急演练,提高员工应急处置能力;(二)重视培训内容,落实“懂、会、能”等技能调整培训内容,各部门根据属地实际情况,岗位风险,安全隐患,制定相对应的安全措施,做成培训资料,相比课本,内容更生动有效;改变培训方式,不再像往常一样,很多人都在会议室进行PPT培训,现改在现场,三五成群,单独培训,培训同时,一边观看带教师傅的操作,使更加熟练上手;签订一对一或一对二的师徒关系,并支付带教费用,让师傅更有动力带徒弟;根据公司操作内容,培训内容分多个模块,共二十一个章节;每个章节学会后准许参加本岗位的上岗,获得相应的费用,并为晋升提供条件。三、企业内实施情况(一)岗位培训需求评估表1 岗位培训需求评估(二)培训内容制定生产部根据生产过程中出现各种异常偏差、处理流程,现场定置管理、状态标识、安全操作管理等类别要求和目的制定培训内容;设备工程部针对设备(反应釜、离心机、真空泵、双锥、单锥、三合一、过滤器等)操作维保SOP、故障简单判断分析等制定培训内容;安环部对八大特种作业流程、现场应急处理预案(临时停电、溶剂泄露、超温超压等)、风险辨识等制定培训内容;质保部对复核管理制度进行现场问答。上述部门根据岗位培训需求内容共制定二十一章培训资料。表2 华纳大药厂手性药物有限公司从业人员安全培训课时安排(三)培训计划制定与执行1、培训计划制定 每个车间根据公司年度培训内容,制定符合本车间的培训计划。2、培训操作实施投料操作流程及关键点培训、设备操作培训及注意事项。3、师徒带教手册4、应急演练培训(1)危化品泄漏演练(2)有限空间作业救援演练5、培训方式考核(1)技能比武1)准备工作1.1 资料准备:生产部5月20日前提交优化后的资料,人力资源部30日前装订成册,6月10日之前完成下发;1.2 6月10日至7月15日,各车间组织员工学习、培训;1.3 7月15至8月25完成闭卷考试;8月至10月完成现场考试;1.4 考场纪律1.4.1闭卷考试1.4.2闭卷考试过程中,不得夹带纸质文件和纸条到现场,考试过程中不得交头接耳、不得抄袭、所有人员凡是拿出手机的,一律视为作弊,没收试卷,按0分处理;1.5考试时间及要求1.5.1操作员工、班组长试卷A:7月21日早上07:30-8:10(白班人员);8:30-9:10(晚班人员)食堂进行考试,所有员工不得缺席,没有参加考试的人员一律按0分处理;(现场考官:朱雄伟、张品、胡中石、欧阳军、吕莉、周乐晨)1.5.2工艺员、工段长试卷B:7月22日早上14:30-15:30食堂进行考试,所有工艺员、工段长不得缺席,没有参加考试的人员一律按0分处理;(现场考官:朱雄伟、欧阳军)1.6 评分标准根据员工对操作技能的掌握情况、问题回答的适应性和得分点的数量,由考官团队给予打分,为保证评分的公正性,每个考生由多名考官进行(3人以上)考试评分,考试成绩以评分总和/评价人数得到平均分为最后成绩;人力资源室在各车间考试结束后5个工作日内公示比武结果。2)技能比武考试细则和要求2.1 对象:生产部全体一线员工,未转正员工(试用期员工)可以主动报名参加,考试通过可以直接转正;(含班长、工艺员、工段长),生产部所有人员必须全员参加,部分学历(小学)较低的员工经人力资源部核实后可以不参加笔试,只参加现场考试;2.2 考官:朱雄伟、张品、傅裕、人力资源部、生产部工艺员和工段长、安环部、设备工程部;2.3 分组:第一组:生产部工艺员、工段长进行一次闭卷考试;第二组:生产部所有操作员工、班组长进行一次闭卷考试、进行一次现场单元操作考试。3)题量及分值3.1 闭卷考试:总分100分;3.2 操作员工、班组长试卷A:内容:生产系统培训资料、车间基础GMP知识:含记录填写、现场定置、状态标识、卫生等、安全、环保、异物控制、微生物控制现场的岗位SOP内容学习;3.3 工艺员、工段长试卷B:内容:生产系统培训资料、车间基础GMP知识:含记录填写、现场定置、状态标识、卫生等、安全、环保、异物控制、微生物控制现场的岗位SOP内容学习、生产部文件(包含:生产部卫生管理工作标准、生产管理制度、生产卫生管理制度)4)现场考试4.1 操作员工、班组长组:由各分管部门考官设计不同场景,参考人员根据不同场景进行应急处理和处理流程的回答;考官进行评分;4.2 现场考试内容:4.3 由生产部对生产过程中出现异常的偏差处理流流程,定置管理、状态标识的管理要求、目的;同时指出车间不合理的地方;由安环部、设备工程部针对设备(反应釜、离心机、真空泵、双锥、单锥、三合一、过滤器等)故障简单分析、故障判断等进行现场问答;由安环部对特种作业流程、现场紧急情况应急预案(临时停电、溶剂泄露、超温超压等)、由质保部对复核管理制度进行现场问答;5)比武奖惩设置及最终考核5.1 生产部设置工艺员、工段长级一等奖1名:奖金2000元/人;二等奖2名:奖金1000元/人;三等奖3名:奖金500元/人;(以闭卷考试成绩计算)5.2 生产部设置主操及辅操级一等奖2名:工资晋级1级;二等奖4名:工资晋级0.5级;三等奖6名,奖金500元/人;5.3 本轮次比武结束后,每位员工的比武成绩将作为该员工本年度技能工资晋级及本年度员工评优的依据;5.4 生产部所有操作员工、班组长考试(闭卷考试+现场考试)总分最后5名工资降一级,从12月开始执行。6)考试试卷见下图。7)技能比武总结本次比武共有172人次参加(操作人员、班组长154人,工艺员以上管理人员18人),总人数185人次,覆盖率93%。生产部在从5月份前期技能比武宣贯,下发技能比武学习资料,各车间利用晨会等不同形式组织人员学习,积极参与。规定时间内完成全部理论考试及现场考试。技能比武圆满完成,达到预期目的。生产部通过本次活动以赛促学、以赛促教、以赛促改、切实提高了人员的技能水平,部分优秀员工认真学习、不断提高自身潜力和专用知识、充实自我、让自我更上一层楼,生产部也从优秀员工中发现了一批值得培养的后备管理人员;同时不足之处是部分员不配合本次技能比武,没有认真学习,考试成绩极差,参加考试成绩不理想是学习方法或年龄偏大等其他问题,但不参加考试是态度问题,针对这些人员工资晋级将会受到严格管控,也希望这些员工在以后的工作中认真学习,也能认识到自己与优秀员工的区别;无知者无畏!不清楚工艺关键点控制、不熟悉安全操作要求所带来的安全、质量风险远大于其他熟练员工。从车间考试情况来看,原料药车间的考试氛围、学习氛围、人员配合度均优于中间体中间,其中105车间最差,人员技能培训车间管理人员要在日常中常态化开展,而不是寄期望与技能比武通过短时间来提高员工技能;祝贺本次技能比武中获得好成绩的同事,望你们再接再厉每年都能取得优秀的成绩!8)表彰9)晋级考核公司员工如果想到得到职位晋级,则必须通过申请,参加专业知识书面考试和现场实操考试,成绩符合要求,才能成功晋级。通过此种方式,不断刺激员工的主动学习能力,掌握丰富的生产经验,为公司的安全生产保驾护航。10)培训效果评估四、取得的主要成效通过物质和精神两方面的刺激,让员工喜欢培训、心情愉悦、积极主动地去学习,接受培训,提升了员工素质与技能,保证企业和员工的安全发展。通过公司培训,新入职的员工在半个月内基本熟悉了生产现场情况,一个月内可以独立上手,三个月内能成为熟练工人,一年内成为基层管理者,自培人员目前已成为公司管理层的骨干,已成为企业高速发展的主要支撑点。通过加强员工培训,提升员工素质,落实安全、环保、生产、质量各项工作,在关键的岗位上起模范带头作业,公司连续八年未出现安全环保事故,无安全生产行政处罚;顺利取得“安全生产标准化三级资格证书”,并多次评为“安全生产示范企业” “环保示范企业”等荣誉。五、存在的问题和改进方向按照成人学习的规律,不喜欢或抵触参加培训的员工,还是因为未找到与之相关的动力,未考虑前进的方向,企业应采取各种各样的措施让员工认识到学习与培训是公司一种难得的福利,调动员工参与培训的积极性。企业,也需将培训工作视为是一项不断地持续改进的工作,要深入了解员工所想培训,合理利用培训时间,采用新的培训模式,如APP培训积分、情景模拟、案例教学等,为员工提供多元的培训渠道,提升培训效果。并通过物质和精神激励让员工明白主动学习与培训,是自我能力提升和自我价值证明的主要手段,让培训真正起作用。作者:刘庆林(湖南华纳大药厂手性药物有限公司副总经理lql@warrant.com.cn)EHS专委会为更好地服务制药企业,建有多个制药工业EHS管理技术交流群,欢迎制药企业EHS管理人员实名加入!请用工作邮箱发邮件给ehs_pharma@163.com(备注:所在药企全称、部门、职务、姓名、微信号),或加微信 haixia_lee (备注:药企名称+姓名)。< 往届优秀案例合辑链接 >2021年制药企业EHS管理优秀案例(25个)2020年制药企业EHS管理优秀案例(24个)2019年制药企业EHS管理优秀案例(19个)END编辑 | 海霞精彩合集EHS指南EHS培训EHS年会年会演讲 医药工业数智化 双碳ESG 有限空间 环保 安全 应急健康/IH 危化品 EHS优秀案例2019202020212024声明:原创文章,版权所有;未经允许,不得转载;转载授权及投稿邮箱 ehs_pharma@163.com;转载必须注明来源及作者,否则追究法律责任。点分享点收藏点在看点点赞
2025-07-19
EHS PHARMAGOOD PRACTICES2024年制药企业EHS管理优秀案例通知丨2024年“制药企业EHS管理优秀案例”征集评选活动启动2024年制药企业EHS管理优秀案例申报|5月20日截止 附: 常见问题说明2024年制药企业EHS管理优秀案例获奖名单1、赛诺菲(北京)制药∣基于微软FORMS和POWER BI的事故隐患数据分析与可视化展示2、浙江花园生物医药股份∣VOCs减量化设计理念在花园营养的实践3、西安杨森制药∣双灯塔案例分享4、江苏万邦生化医药∣化学品管控实践5、北京民海生物∣健康企业建设优秀案例分享6、西安杨森制药∣AI 技术助力安全管理提升7、华润双鹤药业∣开展EHS标准化体系建设 为基层企业EHS管理提质增效——浅论华润双鹤的“多体系融合”工作成效8、西安杨森制药∣RIFD 人员管理数字化平台9、浙江九洲药业∣环保治理新技术应用10、西安杨森制药∣数字化创新实现能源卓越11、四川科伦药业∣承包商安全管理经验分享12、西安杨森制药∣领导层现场巡检和积极安全隐患汇报驱动实验室安全提升——通过量变积累降低安全风险,实现质的提升13、眼力健(杭州)制药∣创新叉车安全防护, 保障企业生产安全——小优化彰显大用途14、保诺桑迪亚集团∣药研企业高危过夜反应线上管理实践15、山东京卫制药∣安全文化建设16、上海赛比曼生物∣生物制药企业空调系统噪声环境控制方案与实践17、保诺桑迪亚集团∣药研企业危化品 EHS 信息线上查询系统实践18、上海臻格生物∣浅谈“主动型”安全文化推进的四个举措19、上药集团信谊万象药业∣安全生产信息化管理系统 助力企业安全管理20、上药集团南通常佑药业∣高盐高 COD 废水脱盐过程中溶剂的分离海南先声药业有限公司海南先声药业有限公司在海口高新区药谷工业园以及澄迈分别拥有一个药物生产基地(全资子公司),累计投资30亿元,拥有员工530余人。拥有口服固体制剂、口服抗生素制剂和散剂、冻干粉针车间、无菌水针、原料药车间等8个车间。部分生产车间已通过欧盟GMP认证,出口法国。海南先声2001年批准设立省级工程技术研究中心,是海南省最早的一批高新技术企业。2018年荣获海南省质量奖,2019年实验室以及质量体系通过美国FDA现场检查。2020年获批博士后科研工作站。同年海口市人民政府颁发“十三五”海口科技创新创业优秀服务平台,海南省“专精特新”中小企业。2021年被海南省科技厅和省工商业联合会共同评为海南省民营企业研发投入20强,第1位;2022年获评第2位。2022年被认定为国家知识产权优势企业,截止目前拥有发明专利60项,国家新药20项。海南先声药业有限公司澄迈分公司是生产口服抗生素固体制剂的生产型基地,该基地的青霉素车间和头孢车间分别用来生产青霉素类抗生素、头孢类抗生素,主要产品有阿莫西林颗粒、阿莫西林克拉维酸钾片、头孢丙烯颗粒、头孢干混悬剂等。一、项目背景海南先声药业有限公司澄迈分公司配备污水处理站1座,处理标准达到《混装制剂类制药工业水污染物排放标准》。抗生素废水处理难点主要有3个:一是COD负荷冲击,进水水质波动大;二是废水中如果存在高浓度抗生素残留,会对水处理功能微生物活性的抑制甚至灭活作用,会严重影响微生物发挥降解作用;三是抗生素废水在进入污水站前需要经碱性灭活,该阶段投药量难以控制,后续酸性中和操作也会有安全风险高且耗费人工时间长。受上述3个因素影响,抗生素生产废水具有含抗生素浓度种类不稳定、对微生物存在抑制作用、酸碱性不稳定等特点,导致污水站的生物处理系统容易受到冲击,污水站出水亦呈现不稳定性情况。抗生素处理废水超标,不仅污染环境生态,亦对下游的规模型城镇污水处理厂生物处理工艺进行毒性冲击,造成下游污水厂出水超标,危害周边水体海域。因此计划对现有工艺进行优化,确保污水处理稳定达标排放。现有污水站处理工艺流程如下图所示,为格栅池-集水池-中和调节池-水解酸化池-厌氧池-缺氧池-曝气池-沉淀池-巴氏计量槽出水。图1 污水站现有处理工艺流程图二、项目调研通过收集及分析生产废水的水质数据及规律,包括pH\COD\氨氮数据,了解产品的产量、种类、原辅料比例,以及反馈到污水中这些原辅料各自导致的废水特点,抗生素加碱灭活方案情况,总结如下结论:1、水质调查抗生素车间废水与生活污水混合后pH一般在5-6.5之间,且废水中基本不存在无机酸成分,其酸性成分主要为原辅料特别是蔗糖、葡萄糖快速腐败变质形成的有机酸;青霉素车间生产废水COD一般在2000 mg/L左右,头孢生产废水COD一般在4000 mg/L左右;青霉素车间生产废水氨氮一般在70 mg/L左右,头孢生产废水氨氮一般在8 mg/L左右。2、成分分析该基地的生产以青霉素类产品为主,头孢类产品与青霉素产品比例大约为1:8,废水产量大约为1:5;青霉素产品中主要的原辅料有青霉素、头孢丙烯、蔗糖、麦芽糊精、克拉维酸钾-微晶纤维素、包衣液等会对污水站工艺产生影响的物质。废水中如果残留高浓度青霉素和头孢丙烯效价可能对微生物具有抑制的作用,蔗糖和麦芽糖一般是促进微生物繁殖的较好碳源,克拉维酸钾-微晶纤维素则可以协同青霉素抑制微生物繁殖,包衣液量不多,但其作为表面活性剂会抑制溶解氧的液气传递。3、工艺排查原有生物膜工艺未充分发挥负载能力,导致污泥量偏低,且现有污水处理工艺缺氧工艺活性较低,无法较好实现脱氮作用。三、项目实施根据前期调研结果,该基地污水处理站主要的问题是污泥生物量偏低、缺氧工艺未充分发挥作用等问题。因此针对该问题,提出如下解决方式:1、进水源头控制加强车间清场要求,对生产过程产生的粉尘尽量收集并作为危废处理、对于沾染性物料、器具进行碱洗灭活,从源头减少抗生素废水的产生和抗生素残留风险。2、污泥浓度提升通过控制溶解氧,将原有的高溶解氧控制在2.0 mg/L左右,可以防止过曝引起的污泥老化问题,使得SV30由原有的4%,提升至20-30%之间。污泥浓度提升使得整体工艺的抗冲击能力提升,污水站对进水的pH和COD变化敏感性降低。3、工艺改进①间歇曝气:针对缺氧工艺,通过利用PLC程序进行风机间歇启停控制好氧池中溶解氧浓度,曝气状态为好氧,非曝气状态为缺氧,交替循环,实现脱氮;②采用延时式完全混合式活性污泥工艺控制方式,利用活性污泥在低负荷浓度、低负荷梯度、低毒性梯度的环境下,污泥处于内源呼吸代谢阶段,污泥类似处于一种“饥饿营销”的状态下,有机污染物被分解(微生物的内源呼吸作用)的更彻底。该工艺剩余污泥量少且不需进行污泥厌氧消化处理,承受冲击负荷的能力增强,池内混合液能对废水起稀释作用,对进水高负荷毒性物质起削弱浓度的作用。所有的有机毒性污染物,对生物起到毒性作用都是达到一定浓度或剂量后才会发生毒性作用。延时式完全混合式活性污泥工艺,完全混合稀释进水浓度、延时曝气提高污染物浓度物理极限,特别适用于高浓度有机废水、有毒有机废水等工业污水。图2 解决方案4、调整酸碱通过加大前端混合液回流的方式,防止酸性进水(有机酸)对活性污泥系统的冲击,尽量减小pH梯度。5、废水比例控制因头孢车间生产较少,产量不足整个基地产量的20%,故污泥在培养过程中并未对头孢废水产生彻底的抗冲击能力,同时头孢废水COD浓度偏高,对污水站的冲击负荷较大。利用头孢废水集水池长停留时间现状,将青霉素废水和头孢废水进行比例调配,使头孢废水量:青霉素废水量≤1:5,延长头孢废水的进水时间,降低头孢废水的冲击负荷。6、进水流量调整缩短污水站每日运行时间,将原有的3班24小时进排水,改为1班8小时(仅白班),其它时间不进水不曝气不出水,并配备专业工艺运行人员进行过程监控管理。此举可以实现排水过程中都有专业技术人员管理,有异常及时调整工艺,提升污水站的稳定性。四、项目成果1、活性污泥增加活性污泥大大提升,硝化反硝化能力增强,同时通过污水站水草种植美化环境,打造绿色生态圈。图3 沉淀池水葫芦-利用根系吸附散装污泥,并阻挡大块污泥流出图4 同步硝化反硝化池曝气状态-曝气时图5 同步硝化反硝化池曝气状态-停止曝气时2、出水水质改善对比2023年1月1日至2023年4月20日与2024年1月1日至2023年4月20日在线水质数据,发现相比去年同期,COD、氨氮污染物排放总量以及排放浓度都有了大幅度降低。表1 在线水质数据表3、经济价值节省酸碱费用折算0.27元/吨;节省用电量费用折算3.67元/吨;节省在线设备采样及危废处置费折算5.4元/吨;节省人工费折算6.7元/吨;节省锅炉磷酸盐投加费折算0.098元/吨,合计节省折算16.138元/吨。4、出水安全性检测公司QC部门每周会对污水站出水进行抑菌斑检测并记录,结果显示均不含抑菌斑。五、未来展望此核心工艺调整为对污泥系统培养和强化,目标是掌握延时式完全混合式曝气工艺控制。同时,创造利于污泥活性功能微生物发挥作用的条件,例如硝化反硝化的溶解氧控制、回流控制、污泥增值、SVI、pH、搅拌强度(包括曝气和搅拌器搅拌)、进水水质稳定等。本次改进中缺氧池未充分发挥工艺价值,未来可以作为工艺改进的下一步措施。通过增加搅拌等设施,为反硝化细菌创造适宜的缺氧反应调节,为工艺稳定提供保障。针对废水预处理技术,探索铁碳电解方法替代原有灭活方案的可行性。例如,通过抗生素生产废水铁碳微电解小试实验发现:当进水pH≈5,停留时间=24 h时,出水pH升高至9,COD去除率为20%左右,色度去除率为95%,说明铁碳微电解填料对抗生素废水中有机物有吸附、降解作用。进一步将对抗生素效价进行评价。铁碳工艺具有更强的脱色及提高生化性效果,但对共存基质下抗生素效价没有选择性,同时也需要较为昂贵的铁碳填料,且填料损耗更换、pH控制、反应搅拌控制等要求条件较多。本基地为抗生素成品药基地,抗生素产生的COD主要是粉碎、制粒、包装等工艺的清洁冲洗水,浓度一般为1000-4000mg/L,相较于抗生素合成药废水(一般为10000-50000mg/L)的浓度较低。因此,铁碳工艺等技术未来可作为生产扩展规模后废水浓度升高后的备用技术储备。未来可加强对抗生素残留的效价评价和去除探索,针对废水中抗生素效价残留可能对后续生物处理的影响,拟根据中国生态环境标准《制药工业污染防治现有技术指南(发酵、化学合成、提取)及制剂类》HJ 1305-2023,采用强化水解等废水高药物活性成分去除技术进行探索,保障后续生物处理功能,并阻断后续水处理细菌耐药性发展。未来该抗生素基地污水站的废水研究可以与具有长期抗生素废水水质研究经验的科研单位例如中国科学院开展合作研究,复制案例以服务更多制药企业绿色发展。作者:曹丽(海南先声药业有限公司EHS经理Caoli@simcere.com)赵杰(海南先声药业有限公司高级EHS主管Zhaojie1@simcere.com)EHS专委会为更好地服务制药企业,建有多个制药工业EHS管理技术交流群,欢迎制药企业EHS管理人员实名加入!请用工作邮箱发邮件给ehs_pharma@163.com(备注:所在药企全称、部门、职务、姓名、微信号),或加微信 haixia_lee (备注:药企名称+姓名)。< 往届优秀案例合辑链接 >2021年制药企业EHS管理优秀案例(25个)2020年制药企业EHS管理优秀案例(24个)2019年制药企业EHS管理优秀案例(19个)END编辑 | 海霞精彩合集EHS指南EHS培训EHS年会年会演讲 医药工业数智化 双碳ESG 有限空间 环保 安全 应急健康/IH 危化品 EHS优秀案例2019202020212024声明:原创文章,版权所有;未经允许,不得转载;转载授权及投稿邮箱 ehs_pharma@163.com;转载必须注明来源及作者,否则追究法律责任。点分享点收藏点在看点点赞
医药出海专利到期
100 项与 上海赛比曼生物科技有限公司 相关的药物交易
登录后查看更多信息
100 项与 上海赛比曼生物科技有限公司 相关的转化医学
登录后查看更多信息
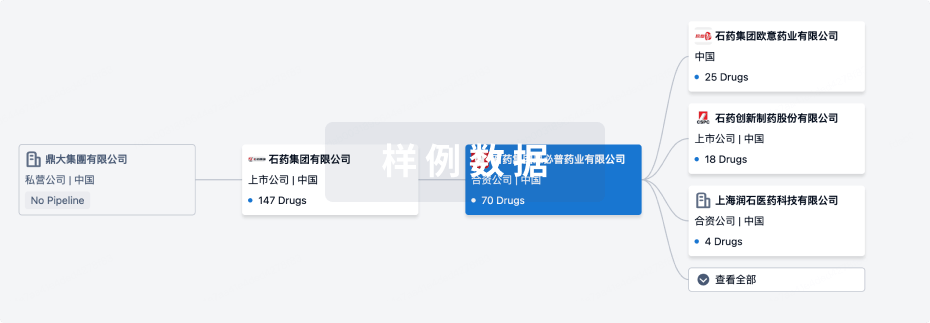
组织架构
使用我们的机构树数据加速您的研究。
登录
或
管线布局
2025年11月07日管线快照
管线布局中药物为当前组织机构及其子机构作为药物机构进行统计,早期临床1期并入临床1期,临床1/2期并入临床2期,临床2/3期并入临床3期
临床2期
3
7
其他
登录后查看更多信息
当前项目
登录后查看更多信息
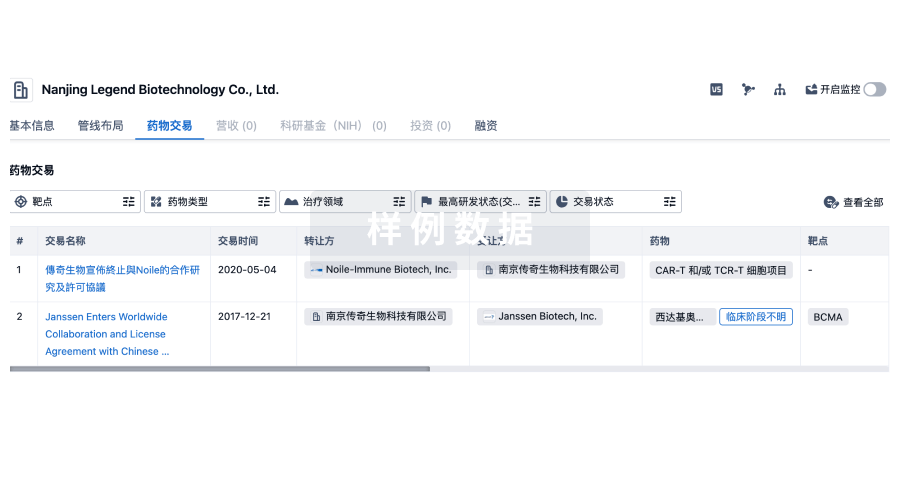
药物交易
使用我们的药物交易数据加速您的研究。
登录
或
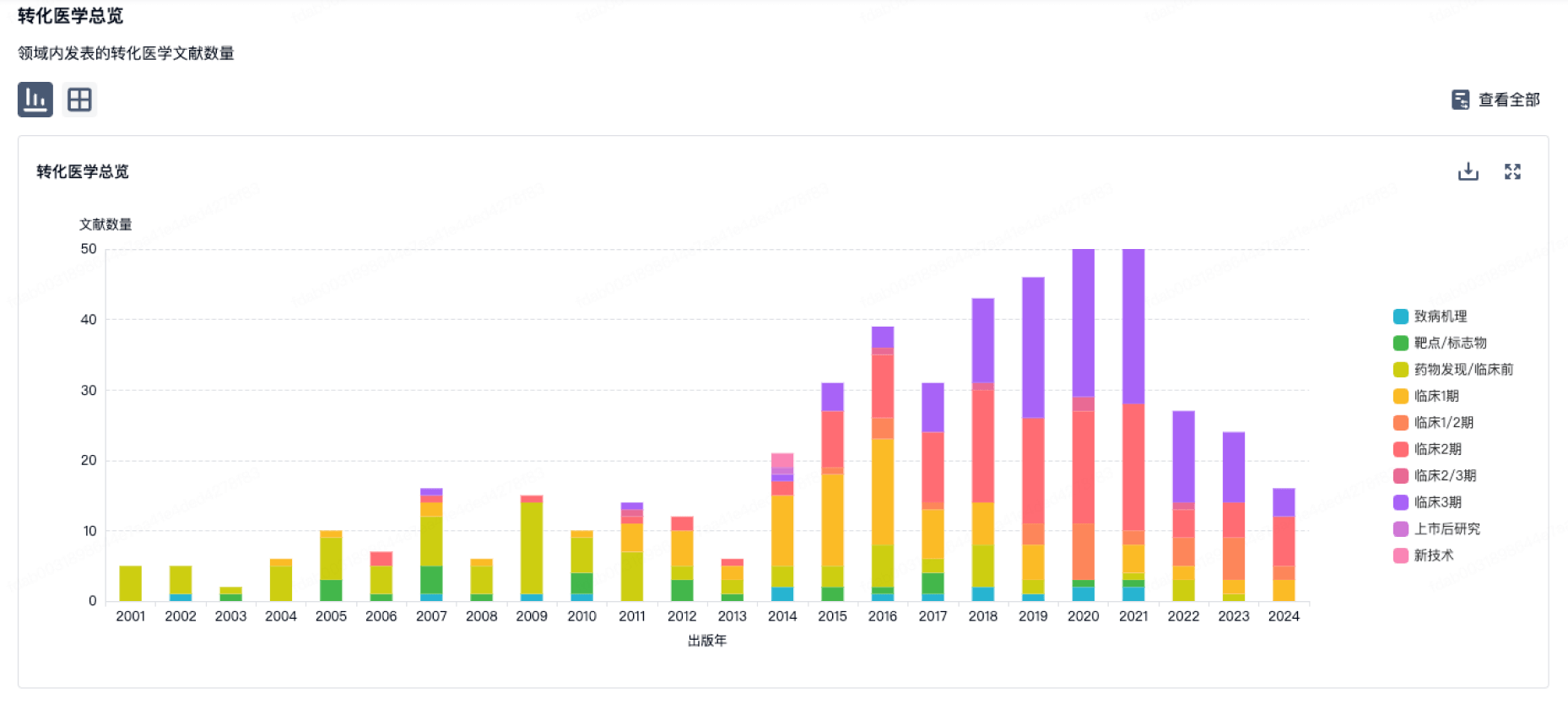
转化医学
使用我们的转化医学数据加速您的研究。
登录
或
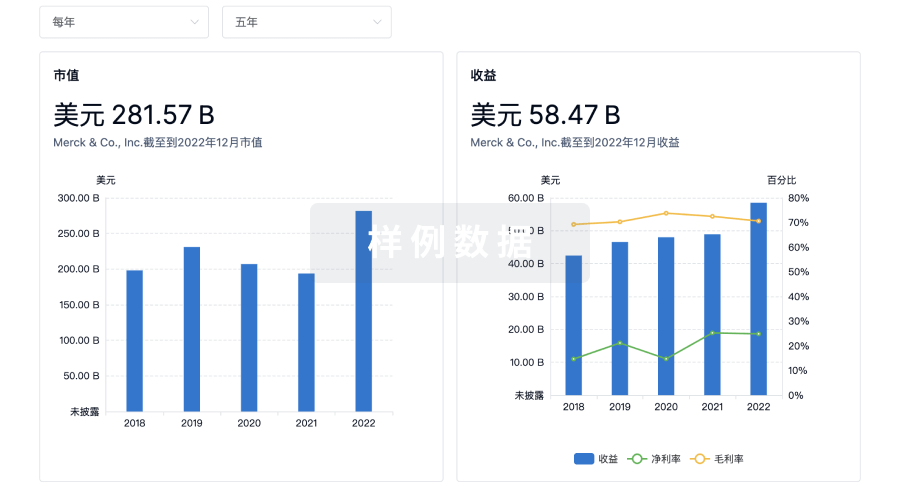
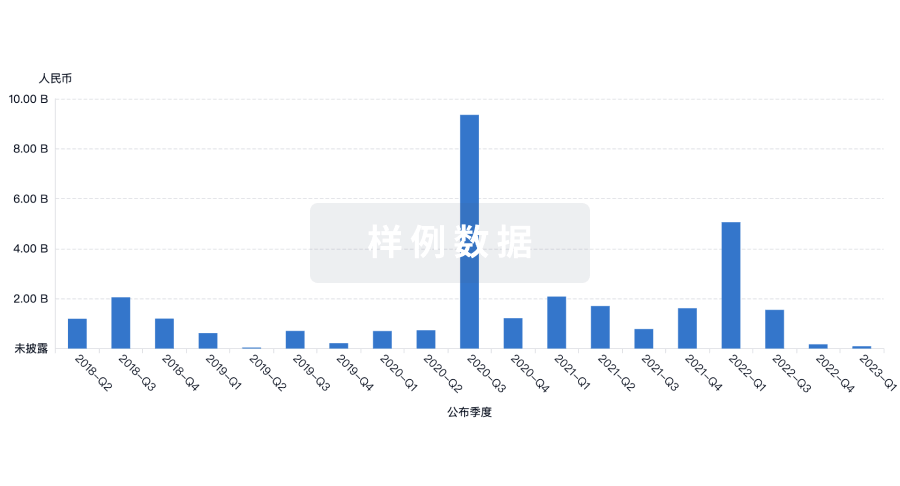
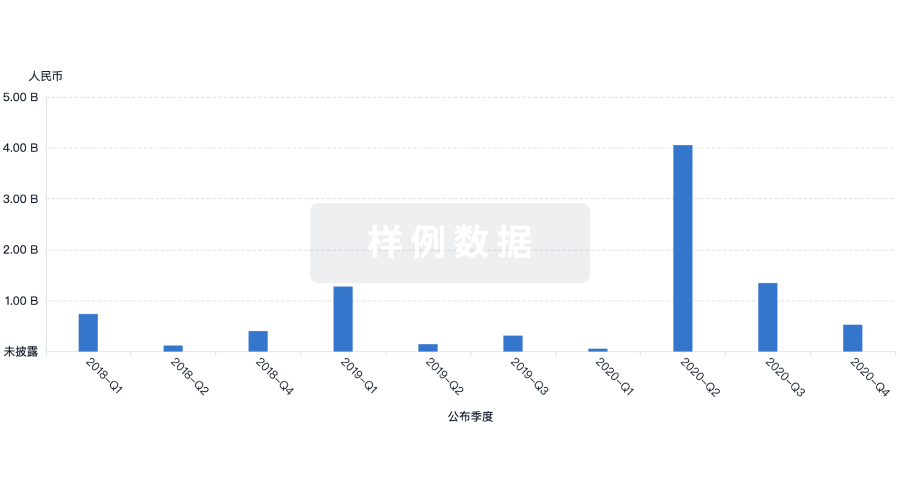
营收
使用 Synapse 探索超过 36 万个组织的财务状况。
登录
或
科研基金(NIH)
访问超过 200 万项资助和基金信息,以提升您的研究之旅。
登录
或

投资
深入了解从初创企业到成熟企业的最新公司投资动态。
登录
或
融资
发掘融资趋势以验证和推进您的投资机会。
登录
或
生物医药百科问答
全新生物医药AI Agent 覆盖科研全链路,让突破性发现快人一步
立即开始免费试用!
智慧芽新药情报库是智慧芽专为生命科学人士构建的基于AI的创新药情报平台,助您全方位提升您的研发与决策效率。
立即开始数据试用!
智慧芽新药库数据也通过智慧芽数据服务平台,以API或者数据包形式对外开放,助您更加充分利用智慧芽新药情报信息。
生物序列数据库
生物药研发创新
免费使用
化学结构数据库
小分子化药研发创新
免费使用