预约演示
更新于:2025-09-09

National Tsing-Hua University
更新于:2025-09-09
概览
标签
肿瘤
消化系统疾病
其他疾病
小分子化药
miRNA
化学药
疾病领域得分
一眼洞穿机构专注的疾病领域

技术平台
公司药物应用最多的技术
靶点
公司最常开发的靶点
关联
靶点 |
作用机制 |
在研机构 |
原研机构 |
在研适应症 |
非在研适应症 |
最高研发阶段 |
首次获批国家/地区 |
首次获批日期 |
靶点 |
作用机制 |
在研机构 |
原研机构 |
在研适应症 |
非在研适应症 |
最高研发阶段 |
首次获批国家/地区 |
首次获批日期 |
靶点 |
作用机制 |
在研机构 |
原研机构 |
在研适应症 |
非在研适应症 |
最高研发阶段 |
首次获批国家/地区 |
首次获批日期 |
NCT06157515
Inhaled Dose Analysis Using a Breath Actuated Nebulizer in Healthy Subjects

NCT06656741
Neurological Evidence of Diverse Self-Help Breathing Trainings with Virtual Reality and Bio-Feedback Assistance: an Extensive Exploration of EEG Markers
NCT04248790
Design and Development of a Mobile App to Improve Adherence to Pre-exposure Prophylaxis in Men Who Have Sex With Men: A Pilot Study

100 项与 国立清华大学 相关的临床结果
登录后查看更多信息
登录后查看更多信息
2026-02-01BIOMATERIALS
Endogenous macrophages as "Trojan horses" for targeted oral delivery of mRNA-encoded cytokines in tumor microenvironment immunotherapy
Article
作者: Peng, Sheng-Yao ; Chang, Wan-An ; Guo, Jhih-Syuan ; Chen, Yin-Hsu ; Luo, Po-Kai ; Chang, Hsiao-Huang ; Wei, Hao-Chi ; Lai, Po-Liang ; Chuang, Ya-Han ; Nguyen, Lam-Duc-Huy ; Chu, Li-An ; Sung, Hsing-Wen ; Wang, Kuan-Lin
Macrophages (MΦ) in the tumor microenvironment (TME) are often skewed toward the M2 phenotype, which suppresses immune responses and supports tumor progression. Interferon-γ (IFN-γ) plays a pivotal role in reprogramming MΦ toward a pro-inflammatory M1-like phenotype, thereby enhancing anti-tumor immunity. This study introduces a targeted oral immunotherapy strategy using IFN-γ mRNA-loaded lipid nanoparticles conjugated with β-glucans (IFN-γ mRNA@βGlus-LNPs), evaluated in a mouse model of triple-negative breast cancer. Following oral administration, the nanoparticles target transcytotic M cells in Peyer's patches, are taken up by endogenous MΦ in intestinal lymphoid tissues, and transported via lymphatic and systemic circulation to the tumor site. In the TME, the nanoparticles induce transient, localized IFN-γ expression, reprogramming both infiltrating and resident MΦ toward an M1-like phenotype and activating cytotoxic T cell responses. By harnessing the natural tumor-homing ability and biocompatibility of MΦ, this "Trojan horse" approach offers a promising platform for effective, safe mRNA-based cancer immunotherapy.
2026-01-01BIOMATERIALS
Polydopamine nanoparticle-enhanced stem cell spheroid-derived decellularized extracellular matrix with antioxidant and tissue-adhesive properties for brain repair
Article
作者: Huang, Chieh-Cheng ; Yang, Pei-Ching ; Liu, Shao-Wen ; Ho, Chia-Hsin ; Huang, Shih-Chen ; Chen, Linyi ; Chen, Grace H ; Kao, Ying-Chi ; Lee, Peng-Ying ; Lin, Yu-Ping
The use of implantable biomaterials has emerged as a promising therapeutic strategy for managing traumatic brain injury (TBI). We have previously demonstrated that mesenchymal stem cell (MSC) spheroid-derived three-dimensional decellularized extracellular matrix (3D dECM), enriched with stem cell secretome, serves as an effective biomaterial for promoting post-TBI brain repair. However, its limited antioxidant capacity and inadequate tissue adhesion remain significant challenges. To overcome these limitations, in the present study, we functionalized 3D dECM with polydopamine nanoparticles (PDANPs), renowned for their inherent antioxidant and adhesive properties, to enhance free radical scavenging and tissue adhesion. PDANP decoration imparted significant reactive oxygen/reactive nitrogen species-scavenging capacity to 3D dECM, thereby enhancing its neuroprotective potential and reducing oxidative stress-induced neuronal cell death in vitro. In a mouse TBI model, PDANP-decorated 3D dECM demonstrated robust adhesion to cortical tissues, effectively addressing post-TBI secondary injury by mitigating oxidative damage and suppressing neuroinflammation, ultimately promoting neuronal cell survival. The adhesive, antioxidant, and immunomodulatory properties together led to improved recovery of neurological function and reduced lesion volume in vivo. Overall, our findings highlight the potential of PDANP-decorated 3D dECM as a multifunctional and clinically translatable therapeutic platform for TBI management, while underscoring the adaptability of MSC spheroid-derived 3D dECM to be precisely tailored for diverse therapeutic applications.
2026-01-01BIOMATERIALS
In situ incorporation of boronate into carbonized alginate nanogels for targeted inhibition of triple-negative breast cancer metastasis by inducing cytoskeletal disruption, cell growth arrest, and apoptosis
Article
作者: Sarkar, Saumyadip ; Hean, Li Er ; Tang, Yu ; Chou, C Perry ; Huang, Ruo-Yi ; Wang, Chen-Yow ; Shih, Ren-Hong ; Anand, Anisha ; Chen, Pin-Yuan ; Hsu, Pang-Hung ; Lin, Chin-Jung ; Chen, Shiow-Yi ; Unnikrishnan, Binesh ; Huang, Chih-Ching
Metastasis is the primary cause of cancer mortality, and its prevention is particularly challenging due to the complex tumor microenvironment. Carbon nanomaterials are well known to act as drug delivery systems for therapeutics. Nonetheless, their inherent capabilities in combating tumor cells remain underexplored. In this study, we report the synthesis and characterization of novel boronate-incorporated alginate carbon nanogels (Bor/Alg-CNGs) as promising anti-metastatic agents for effectively suppressing migration and invasion of triple-negative breast cancer (TNBC) cells, while triggering cell-cycle arrest. Notably, Bor/Alg-CNGs decreased cell viability of TNBC cells through disorganization of F-actin, a critical factor mediating cellular migration. In an in vivo study, Bor/Alg-CNGs reduced metastatic lung nodules in a tumor-induced mouse model by >85 %, compared to the untreated controls. Transcriptomics and proteomics analyses further validated the in vivo results with an in-depth understanding of the role of Bor/Alg-CNGs in the stress response of reactive oxygen species-induced cells and downregulation of the phosphatidylinositol 3-kinase/protein kinase B (PI3K/Akt) signaling pathway, leading to metabolic breakdown, cell growth arrest, and apoptosis. These findings underscore the potent anti-metastatic properties of Bor/Alg-CNGs based on their multifunctional role in inhibiting cellular mechanisms essential for metastasis. Compared to many existing carbon nanomaterials, Bor/Alg-CNGs offer enhanced specificity and efficiency in targeting metastatic pathways. Their ability to target and disrupt metastatic processes while minimizing side effects holds the potential for development as a new class of anti-metastatic agents in cancer therapy, warranting further mechanistic and clinical investigations to realize their full therapeutic potential.
2024-10-22
·药智网
疫苗siRNA信使RNA核酸药物临床1期
100 项与 国立清华大学 相关的药物交易
登录后查看更多信息
100 项与 国立清华大学 相关的转化医学
登录后查看更多信息
组织架构
使用我们的机构树数据加速您的研究。
登录
或
管线布局
2025年11月05日管线快照
管线布局中药物为当前组织机构及其子机构作为药物机构进行统计,早期临床1期并入临床1期,临床1/2期并入临床2期,临床2/3期并入临床3期
药物发现
2
5
临床前
其他
1
登录后查看更多信息
当前项目
登录后查看更多信息
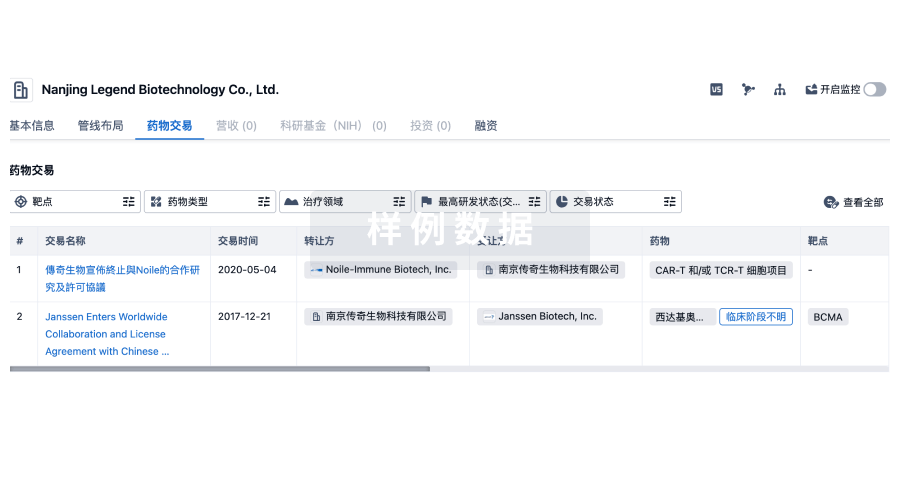
药物交易
使用我们的药物交易数据加速您的研究。
登录
或
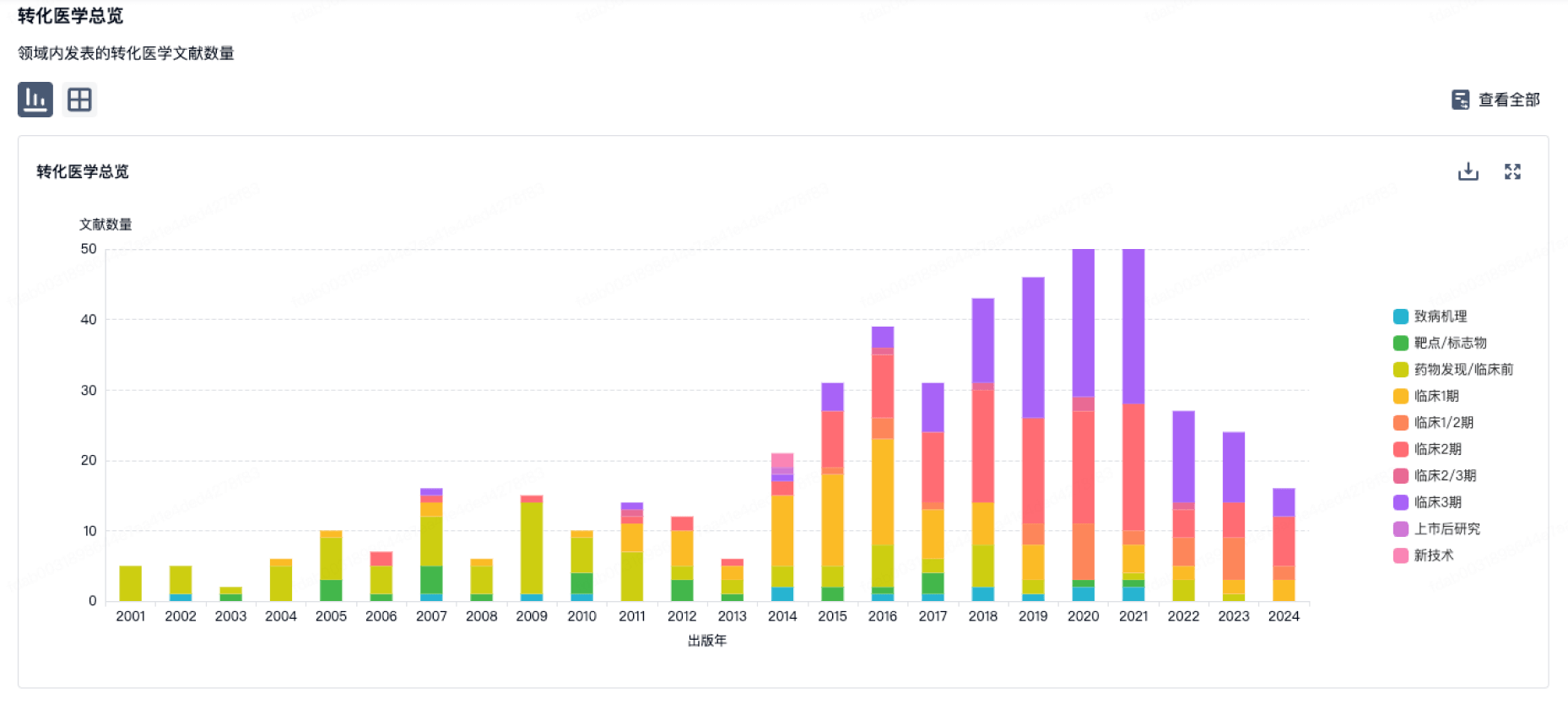
转化医学
使用我们的转化医学数据加速您的研究。
登录
或
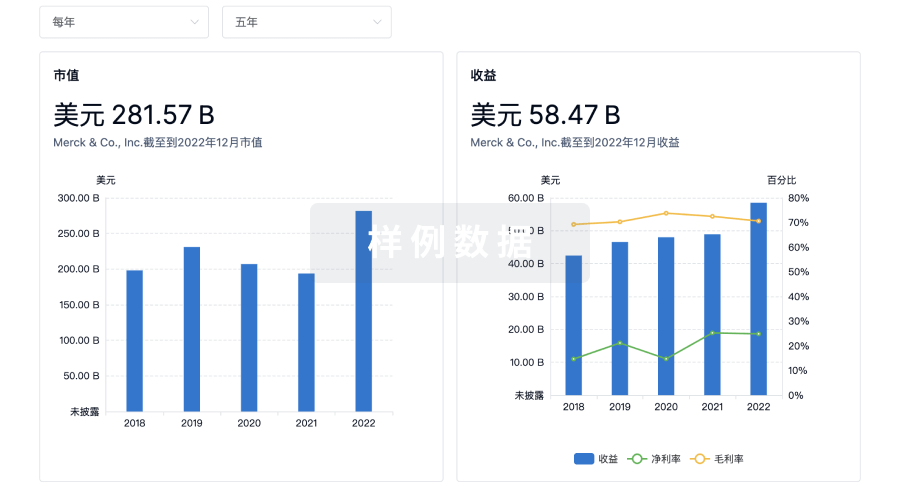
营收
使用 Synapse 探索超过 36 万个组织的财务状况。
登录
或
科研基金(NIH)
访问超过 200 万项资助和基金信息,以提升您的研究之旅。
登录
或

投资
深入了解从初创企业到成熟企业的最新公司投资动态。
登录
或
融资
发掘融资趋势以验证和推进您的投资机会。
登录
或
生物医药百科问答
全新生物医药AI Agent 覆盖科研全链路,让突破性发现快人一步
立即开始免费试用!
智慧芽新药情报库是智慧芽专为生命科学人士构建的基于AI的创新药情报平台,助您全方位提升您的研发与决策效率。
立即开始数据试用!
智慧芽新药库数据也通过智慧芽数据服务平台,以API或者数据包形式对外开放,助您更加充分利用智慧芽新药情报信息。
生物序列数据库
生物药研发创新
免费使用
化学结构数据库
小分子化药研发创新
免费使用