更新于:2024-05-01
The Arena Group Holdings, Inc.
更新于:2024-05-01
概览
关联
100 项与 The Arena Group Holdings, Inc. 相关的临床结果
登录后查看更多信息
0 项与 The Arena Group Holdings, Inc. 相关的专利(医药)
登录后查看更多信息
1
项与 The Arena Group Holdings, Inc. 相关的文献(医药)2000-04-30·Journal of Engineering Materials and Technology
A study of burr formation processes using the finite element method: Part II-the influences of exit angle, rake angle, and backup material on burr formation processes
作者: Park, I. W. ; Dornfeld, D. A.
Finite element models in orthogonal cutting are presented to examine the influences of exit angles of the workpiece, tool rake angles, and backup materials on burr formation processes in 304 L stainless steel in particular. Based on the metal-cutting simulation procedure proposed by the authors, a series of stress and strain contours and final burr/breakout configurations are obtained. The burr formation mechanisms with respect to five different exit angles are found, and duration of the burr formation process increases with an increase of exit angle, resulting in different burr/breakout configurations. Based on the development of neg. shear stress in front of the tool tip, the tool tip damage, what is called "chipping," is investigated. Also, with fixed cutting conditions and workpiece exit geometry, the influence of the rake angle is found to be closely related to the rate of plastic work in steady-state cutting because the larger the rate of plastic work in steady-state cutting, the earlier the burr initiation commences. Furthermore, to effectively minimize the burr size, three cases of backup material influences on burr formation processes are examined It is found that the burr size can be effectively minimized when the backup material supports the workpiece only up to the predefined machined surface.
12
项与 The Arena Group Holdings, Inc. 相关的新闻(医药)2023-02-09
·医药地理
新的一年已经开始,医药行业有哪些药品值得关注,它们又将书写怎样的传奇?下面我们将简要分析十款潜在重磅药品,帮助各位读者了解行业动态。1. Lecanemab研发公司:卫材/渤健适应症:阿尔茨海默症Lecanemab于今年1月6日正式获得FDA加速批准,是由美国渤健和日本卫材联合研发的阿尔茨海默症治疗药物,这款新药以早期阿尔茨海默症患者为对象,可以清除患者脑部的致病物质β淀粉样蛋白斑块。仑卡奈单抗是第一个明确表明减少淀粉样蛋白会给患者带来临床获益的药物,可能成为AD治疗新的里程碑!1月23日,该药开出了首张处方;2月3日,完成了首位患者输液。至此,Lecanemab正式开启了商业化之路。卫材首席执行官内藤晴夫认为:“未来三年,美国将有10万人使用这种药物,可以获得相当大的市场份额。而随着全球人口老龄化问题的加剧,到了2030年,该药物的适用患者将会达到约250万人。”卫材公司打算继美国之后,在日本、欧洲、中国进行该药的上市申请,争取在2023年度内获得批准。2. SRP-9001研发公司:Sarepta/罗氏适应症:杜氏肌营养不良症SRP-9001是一种针对全部杜氏肌营养不良症(DMD)患者的潜在治愈性疗法,作为一种在研基因转移疗法,该药旨在将编码微营养不良蛋白的基因传递到肌肉组织,以产生目标蛋白——微营养不良蛋白。2019年12月,罗氏与Sarepta签署了一项价值28.5亿美元(7.5亿现金、4亿股权投资、17亿潜在里程碑付款),获得了SRP-9001在美国以外地区的独家权利。2022年11月,SRP-9001的上市申请已经获得FDA受理,并被纳入优先审评通道,如果获批,该药将成为全球首个针对DMD的基因疗法,据Evaluate Vantage预测,到2028年SRP-9001的销售额将达到22亿美元。3. Intravitreal pegcetacoplan研发公司:Apellis适应症:阵发性夜间血红蛋白尿(PNH)Pegcetacoplan是合成环肽与聚乙二醇聚合物的结合,可以特异性地识别与C3和C3b,FDA已批准将该药用于治疗初次接受治疗的PNH患者和既往接受过补体C5抑制剂的PNH成年患者。除此之外,该药作为少数完成地图样萎缩(GA)Ⅲ期试验的临床药物之一,有望成为首款治疗GA和干性晚期老年性黄斑变性的药物。Apellis联合创始人兼首席执行官Cedric Francois博士表示:“pegcetacoplan是近15年来的第一类新型补体医学,我们期待探索靶向C3的全部潜力,以解决那些临床未被满足的需求”。4. Donanemab研发公司:礼来适应症:阿尔茨海默症Donanemab是礼来开发的,用于治疗早期阿尔茨海默症(AD)的新药,CDE已宣布将礼来公司的Donanemab注射液纳入突破性治疗药物,这是一种靶向N3pG的修饰化β淀粉样蛋白斑块抗体药物,用于治疗早期症状性AD、轻度AD和AD所导致的轻度认知障碍。在美国,Donanemab已被授予突破性疗法认定以及优先审评资格,但在1月19日,礼来宣布收到了FDA就Donanemab用于治疗AD的上市申请发出的完整回复函(CRL)。FDA表示,此次拒绝的原因是加速批准需要提供至少12个月的药物暴露量数据,需要至少100例接受过至少12个月该药持续治疗的患者的数据,而礼来提供的偏少。5. RSVPreF3 OA研发公司:GSK适应症:合胞病毒疫苗RSVPreF3 OA是GSK在研的二价RSV候选疫苗GSK3844766A,用于预防呼吸道合胞病毒感染。2022年11月3日,FDA正式受理了该药的生物制品许可申请(BLA),并被授予优先审评资格,预计将在5月3日前完成审查。该药是GSK专门为老年人设计的RSV候选疫苗,是由RSV融合前F糖蛋白(RSVPreF3)与GSK专有佐剂AS01组合而成。该药如果顺利获批,将成为第一个能够保护60岁以上成人免受RSV病毒感染的疫苗,根据关键Ⅲ期临床试验中的数据,该疫苗具有高达82.6%的总效力,预防严重性RSV下呼吸道疾病的效力超过了90%。6. Epcoritamab研发公司:艾伯维/ Genmab适应症:非霍奇金淋巴瘤去年底,FDA已接受Epcoritamab的生物制剂许可申请,用于治疗两个或以上系统性治疗后复发/难治性大B细胞淋巴瘤(LBLC)的患者,并对其优先审查。作为一种新的全场IgG1双特异性抗体(bsAb),该药可以重新定向CD3 T细胞到达表达CD20的细胞。在临床试验中,该药表现出良好的安全性,初步疗效数据表明,在R/R DLBLC和FL14的患者中,Epcoritamab作为单一药物具有令人振奋的抗肿瘤活性。7. Zuranolone研发公司:渤健/ Sage Therapeutics 适应症:重度、产后抑郁症2月7日,渤健与Sage同时宣布已经提交Zuranolone用于治疗重度抑郁症(MDD)和产后抑郁症(PPD)的新药上市申请,该申请已经获得FDA优先审查。本次Zuranolone的申请是基于两项关键试验LANDSCAPE和NEST的积极数据,其中LANDSCAPE中包含了针对成人MDD患者的五项研究(MDD-201B、MOUNTAIN、SHORELINE、WATERFALL和CORAL研究),NEST中包含两项针对成年女性PDD患者进行的两项研究(ROBIN和SKYLARK研究)。8. Mirikizumab研发公司:礼来适应症:溃疡性结肠炎Mirikizumab由礼来开发,是一种针对IL-23 的 p19亚基的单克隆抗体,有望成为治疗溃疡性结肠炎的首创药物,与此同时,公司也在开发银屑病、克罗恩病在内的新适应症,它们都属于自免疫类疾病。Mirikizumab在随机双盲安慰剂对照Ⅲ期维持研究LUCENT-2中,达到了主要终点和全部关键次要终点,与安慰剂组相比,mirikizumab治疗组中有更高的患者在一年后实现了内镜缓解、无皮质类固醇缓解等结果。目前,礼来已经向美国FDA和欧盟EMA递交了治疗溃疡性结肠炎的监管申请。9. Etrasimod研发公司:辉瑞适应症:溃疡性结肠炎近期,辉瑞向FDA递交了Etrasimod的新药上市许可申请,用于治疗中重度活动性溃疡性结肠炎(UC)患者。作为一款新一代的口服S1P调节剂,该药最早由Arena Pharmaceuticals开发,辉瑞于2021年12月完成了对Arena的收购。2022年3月,辉瑞公布了Etrasimod治疗UC的效果,两项关键试验均达到了主要终点,并且在所有关键次要终点上均显示出了显著的改善,成为了此次上市申请的基础。10. Sotatercept研发公司:默沙东适应症:肺动脉高压Sotatercept的原研企业是Acceleron Pharma公司,后被默沙东收购,该药是一款ⅡA型激活素受体融合蛋白,可以将改造后的细胞外域与抗体的Fc端融合在一起,阻断激活素与细胞膜上的受体结合,从而降低激活素介导的信号传导,是潜在的“First-in-class”肺动脉高压疗法。目前,默沙东已经启动了四项Ⅲ期临床试验,将在不同类型的患者中持续探索Sotatercept的疗效、安全性和耐受性,预计将在今年获得关键性的Ⅲ期临床试验数据。END如需获取更多数据洞察信息或公众号内容合作,请联系医药地理小助手微信号:pharmadl001
突破性疗法基因疗法上市批准临床3期引进/卖出
2023-02-08
转自:蒲公英ouryao 整理:青于蓝2022年,各大跨国药企重磅药物依旧表现亮眼,与疫情直接相关的疫苗、药物在不断进入商业化阶段后,更是成为拉动企业业绩实现突破的强劲增长点。正所谓,疫情催生“千亿”药企,让辉瑞公司以 1003.3亿美元再次坐在药企年收的头把交椅。除了辉瑞外,Top10制药业绩排名:默沙东 592.83亿美元、强生(制药)525.6亿美元、诺华 505.45亿美元、赛诺菲472.97亿美元、BMS 461.59亿美元、罗氏(制药)447.47亿美元、GSK 357.57亿美元、礼来 285.41亿美元、吉利德 269.82亿美元。在目前的疫情环境下,新冠药物红利已不再。懂么,哪家药的哪款产品可保持长期可持续增长?大药企年报披露,而你更应关注的是未来。NO.1辉瑞,几款新药物即将上市辉瑞2022年全年营收为1003.3亿美元,同比增长23%,全年总营收创历史新高,成为全球首个年营收超千亿美元的制药企业,净利润为377.147亿美元,同比增长63%。在辉瑞2022年全年营收中,新冠疫苗Comirnaty营收贡献378亿美元,新冠口服药物Paxlovid营收贡献189亿美元,两者合计达567亿美元,已经超过了营收总额的一半。肺炎23价疫苗销售额17亿美元;阿哌沙班Eliquis销售额65亿美元,增长14%;VYNDAQEL/VYNDAMAX(氯苯唑酸葡甲胺/氯苯唑酸)治疗治疗ATTR-CM销售额24亿美元,大增30%。目前,随着全球范围新冠病毒感染逐步得到缓解,辉瑞称新冠药物的销售将在今年呈急剧下滑态势。展望未来,辉瑞将2023年收入指引定在670-710亿美元,而非新冠药物业务的营收预计同比增长7%-9%,并预计在2025年非新冠药物业务将实现520亿美元的收入。2022年,研发投入为114.28亿美元,财报显示,辉瑞拟投入百亿进行研发,公司预计2023年的研发支出为124亿-134亿美元。辉瑞将在未来18个月推出19款产品(包含8个NMEs),治疗领域涉及前景广阔的RSV疫苗和mRNA流感疫苗。几个即将上市的新药物:治疗溃疡性结肠炎UC的Estrasimod,该药物是去年辉瑞花60多亿美元收购Arena 公司获得,是选择性sphingosin -1-磷酸(S1P)受体调节剂;CD3/BCMA 双抗 Elranatamab(目前强生的teclistamab已经先上市);Ritlecitinib治疗斑秃,JAK3/TEC抑制剂。NO.2默沙东,加快开拓K药联合疗法默沙东2022年全年营收592.83亿美元,同比增长22%,扣除新冠口服药Lagevrio(莫诺拉韦)影响后,同比增长12%。其中K药销售额209.37亿元,同比增长22%;Gardasil/Gardasil 9:HPV疫苗,全年销售额为68.97亿元;同比增长22%。新冠口服药Lagevrio(莫诺拉韦)全年销售收入56.84亿美元。展望2023年,默沙东预期全年收入将在572亿美元至587亿美元,Lagevrio的预期销售额约为10亿美元。未来,默沙东的研发重点还是加快开拓K药联合疗法,以及深耕早期肿瘤治疗。未来的看点:2023年,默沙东和Moderna预计启动K药与mRNA-4157/V940(个体化癌症疫苗)组合疗法在黑色素瘤患者的临床3期试验,并将此组合疗法扩展应用至其他肿瘤类型。在心血管疾病方面,默沙东近日已公布其用于治疗肺动脉高压的sotatercept临床3期试验结果,并预计于今年3月公布口服PCSK9抑制剂MK-0616治疗高胆固醇血症的2期试验数据。2023年,默沙东将针对K药用于治疗早期NSCLC(非小细胞肺癌)患者进行多项试验,包含检视K药与双铂类化疗组合作为新辅助疗法治疗可切除II、IIIA、IIIB期患者,检视K药在接受立体定向放射治疗的不可切除I、II期患者,以及评估K药与PARP抑制剂奥拉帕利组合治疗III期患者的临床3期试验。默沙东13亿美元并购了Imago生物科技公司,拓展血液板块;与四川科伦达成了7个临床早期的ADC合作。NO.3强生,未来肿瘤管线将成为重点强生公布2022年业绩,制药业务收入525.6亿美元,同比增长1.7%;就制药业务而言,免疫学、肿瘤、神经科学、感染病4大疾病领域为强生业绩增长的支柱。免疫、肿瘤两大支柱领域贡献63%的营收。未来肿瘤管线将成为重点。自身免疫药物是强生制药第一大业务,占比32%;其次是肿瘤药物,贡献制药业务营收的31%(比2021年上涨3%)。2023年业绩展望,虽然随着多款重磅药物专利即将到期,营收并不尽如人意; 然而其CEO Joaquin Duato对于2025年实现制药营收超600亿美元仍充满信心。这一增长的大部分将来自该公司现有的低风险资产组合,例如多发性骨髓瘤药物Darzalex和斑块状牛皮癣治疗Tremfya。另据外媒Fierce Pharma报道,近日,强生在全体职工大会(Town Hall Meeting)上介绍,强生的传染病产品管线正在进行重大调整,包括结束乙肝和丁肝产品的开发工作,只继续进行“遗留项目”的研究。同时,强生将停止所有抗菌疗法和急性呼吸窘迫综合征药物的开发,以及逐步减少其COVID-19和HIV疫苗的工作。未来,强生计划将重点开发针对流感、新冠肺炎、呼吸道合胞病毒(RSV)和疱疹病毒(HRV)等暴露前预防疫苗。2023年强生将迎来多款新药的监管批准,比如:PARP抑制剂nirapaib(尼拉帕利)在欧盟获批联合醋酸阿比龙和强的松一线治疗转移性去势抵抗性前列腺癌;talquetamab在美国和欧盟获批治疗多发性骨髓瘤;Edurant(利匹韦林)在美国获批2-12岁HIV患者等,并将递交多项新药上市申请。NO.4诺华,提交多个上市申请诺华全年营收505.45亿美元,同比下滑2%,按固定汇率计算增长4%;净利润69.55亿美元,同比下滑71%;研发投入99.96亿美元,占总营收的19.8%。目前,诺华的业务包括创新药(Innovative Medicines)和仿制药(Sandoz)两大类。品牌创新药收入413亿美元(+4%)。免疫学领域产品全年总销售额为73亿美元,血液学领域65亿美元。自免药物Cosentyx和心衰药物Entresto合计贡献94.32亿美元,是诺华的两大当家产品。展望未来,诺华的首席执行官Vas Narasimhan,概括了该公司的2023年战略方向,将侧重于五个治疗领域:心血管、免疫学、神经科学、实体瘤和血液学。Narasimhan说,该公司计划通过基因治疗产品组合的方式,来取得这些领域的进展。其中,Narasimhan披露,诺华“内部有超过15个项目正在继续推进”。在免疫学方面,Narasimhan表示,诺华将合理利用T-Charge平台,大力发展细胞和基因治疗。具体来说,诺华正在尝试晚期系统性红斑狼疮(SLE)患者以及其他严重的免疫疾病的CAR-T疗法。2023年,诺华计划提交CFB抑制剂Iptacopan治疗阵发性睡眠性血红蛋白尿症(PNH)的新药上市申请和替雷利珠单抗一线胃癌、一线食管鳞癌(ESCC)、一线肝癌、一线鼻咽癌4项上市申请。此外财报显示,替雷利珠单抗二线ESCC和非小细胞肺癌的上市申请正在审评审批中。NO.5赛诺菲,有望推出两款商业化产品2月3日,赛诺菲公布2022年业绩,净收入首次突破400亿欧元大关,共计427.97亿欧元,同比增长7%(本文数据均按固定汇率计算)。其中制药业务收入306.88亿欧元(+6.9%),疫苗业务收入72.29亿欧元(+6.3%)。目前,赛诺菲制药业务中最大的看点无疑是Dupixent,2022年其销售收入为82.93亿欧元,同比增长43.8%,成为全年收入增长的主要驱动力。赛诺菲预计2023年Dupixent的销售额将突破百亿欧元大关,成为超级重磅炸弹药物。Sarclisa(anti-CD38单抗)是2022年赛诺菲肿瘤业务中表现最好的一款产品,收入2.94亿欧元,同比增长60.2%。2022年,赛诺菲在抗病毒感染领域实现了重大突破,其与阿斯利康联合开发的长效呼吸道合胞病毒(RSV)中和抗体Beyfortus(nirsevimab)获得了EMA的上市批准。与此同时,FDA也已受理了Beyfortus用于治疗RSV感染的上市申请。Beyfortus是全球首个且唯一、可广泛应用于婴儿人群的单剂次被动免疫制剂,有望成为RSV领域的重磅药物。展望2023年,赛诺菲预期产品销售额将比2022年增涨低个位数。2023 JPM大会上,首席执行官Paul Hudson曾表示,2023年赛诺菲有望推出两款商业化产品,并公布27项研究数据。NO.6BMS,新产品将成长为重磅炸弹药物百时美施贵宝的2022年业绩显示,全年总营收461.59亿美元(+3%),净利润114亿美元(-5%),其中O药销售收入82.49亿美元,同比增长10%。其中成熟产品贡献333.4亿美元(+7%);新上市产品收入20.3亿美元,较2021年大幅上涨87%;过专利期产品收入107.9亿美元,较2021年下降23%。2022年BMS共上市3款first in class新药,分别是双免疫疗法Opdualag(relatlimab+nivolumab),心肌肌球蛋白抑制剂Camzyos(mavacamten)和TYK2抑制剂Sotyktu(氘可来昔替尼)。这3款产品年收入依次为2.52亿美元、2400万美元和800万美元。展望2023年,BMS预计将实现2%的收入增长,而到2025年~2030年,则会出现业绩大爆发,届时包括Sotyktu在内的新产品也将成长为重磅炸弹药物。从财务报表上来看,虽然BMS在2022年痛失了一款超级重磅炸弹药物(来那度胺)和一款重磅炸弹药物(白蛋白紫杉醇),但是CEO却是对公司前景极其看好。他表示,今年纳入统计的新上市产品将在2025年贡献100亿~130亿美元,2030年的贡献将超过250亿美元。NO.7罗氏,将有4款药物迎来批准罗氏公布2022年全年制药业务收入455.51亿瑞士法郎(477.47亿美元,+2%)。罗氏表示,由于生物类似药竞争、头孢曲松销量下降以及新冠疫情影响,中国区的2022年制药业务收入同比下降7%,但未公布具体数据。相比2021年,TOP20销售产品名单变化不大,Phesgo(曲妥珠单抗帕妥珠单抗重组人玻璃酸酶复方)和眼科双抗Vabysmo(faricimab)取代CellCept(吗替麦考酚酯)和Mircera(甲氧基聚乙二醇红细胞生成素)跻身TOP20。罗氏预计2023年营收按固定汇率计算将以低个位数下滑,其中新冠肺炎相关的产品营收将下降约50亿法郎。2023年,罗氏将有4款药物迎来首次获批上市/新适应症批准:Polivy(维泊妥珠单抗)联合R-CHP获批一线治疗弥漫性大B细胞淋巴瘤(DLBCL);Vabysmo获批治疗视网膜静脉阻塞(RVO);Tecentriq皮下注射制剂获批;Glofitamab获批三线治疗DLBCL。NO.8GSK,快速扩张疫苗领域的创新葛兰素史克(GSK)公布2022年财报,全年营收293.24亿英镑(约357.57亿美元),同比增长19%。研发投入54.88亿英镑(约66.42亿美元),占到总收入的18.7%。其中特药2022年收入达112.69亿英镑(+37%),是推动GSK业绩增长的关键支柱;疫苗收入79.37亿英镑(+17%);普药收入101.18亿英镑(+5%)。在特药、疫苗、普药三大支柱性板块中,带状疱疹疫苗Shingrix(商品名:欣安立适)表现强劲,是GSK销售额最高的单品,全年营收近30亿英镑(折合人民币约245亿元),增幅高达72%。展望未来:葛兰素史克首席执行官Emma Walmsley表示,该公司在消费者保健部门Haleon分拆后,正在转型为一家纯粹的全球生物制药公司。作为转型的一部分,该公司正在快速扩张疫苗领域的创新,包括长效HIV注射剂的开发;突破性的带状疱疹疫苗Shingrix的强大商业表现以及最近FDA对其实验性RSV疫苗的接受。同时,葛兰素史克将重仓疫苗业务,以求得稳定、长期的贡献。Walmsley表示,该公司目前正在开发23个疫苗项目。值得一提到的是,葛兰素史克的实验性RSV疫苗尤其引人注目,因为它有可能在十年后半期每年产生数十亿美元的销售额。葛兰素史克的领导人还重申了公司将新型免疫学、呼吸和肿瘤学药物推向市场的承诺,并预计在2021年至2026年期间的年收入增长将超过5%。NO.9礼来,四款针对极具挑战性疾病的新药礼来发布2022年财报,全年营收285.41亿美元,同比增长1%。研发投入71.92亿美元,同比增长4%。礼来目前的业务主要包括糖尿病、肿瘤、免疫、神经四大疾病领域。糖尿病业务一直是礼来具有优势且重点布局的方向,Trulicity(度拉糖肽)、Mounjaro(替尔泊肽)、Humulin(重组人胰岛素)、Humalog(赖脯胰岛素)、Jardiance(恩格列净)等产品组合贡献138.29亿美元营收,占到礼来总收入的48.5%。2023年展望,在未来一年里礼来将推出四款针对极具挑战性疾病的新药,同时也会将管线中处于III期临床阶段的产品继续往前推进。礼来预计2023年实现303-308亿美元的营收。NO.10吉利德,发展肿瘤学产品组合吉利德发布的2022年业绩显示,营收269.82亿美元,同比持平,销售和管理费用57亿美元,研发费用50亿美元,净利润46亿美元。其中HIV板块收入172亿美元,同比微增,Biktarvy(必妥维®,一种三合一抗HIV药物,2019年底已在中国获批)一个药就卖了104亿美元(上年同期为86亿美元);HCV和HBV分别为18亿和10亿美元,同比持平。在研产品管线方面,吉利德在肿瘤、抗病毒、免疫疾病领域将继续打造丰富的产品储备。目前,吉利德已有59款项目进入临床研究阶段,同时还有10款具有许可选择权形式的候选项目。展望2023年,吉利德预期产品销售额将实现中个位数增长。目前,吉利德将其重点放在发展肿瘤学产品组合和最大化HIV专利权上。该公司的长效HIV治疗剂Sunlenca最近获得了FDA对重度治疗患者的批准,但吉利德并没有就此止步。该公司正在各种研究中测试该药物作为治疗和预防工具。参考:生辉 深度价值投研笔记 BiG生物创新社推荐阅读:蒲公英Ouryao视频号我们上线了蒲公英Ouryao视频号,每期3分钟,学习制药英语,用制药点燃你的语言星球。你的每一次“在看”,我都看得见!
疫苗财报信使RNA并购
2023-02-02
关注并星标CPHI制药在线1月31日,辉瑞公布了其2022年第四季度以及全年业绩,数据显示,2022年全年总营收创历史新高,达到1003.3亿美元,同比增长23%,成为全球首个年收入超千亿美元的制药企业。巨额业绩背后,新冠产品是最大功臣。那么非新冠产品业绩如何?在疫情逐步放缓背景下,后新冠时代,辉瑞又有哪些再生力? 新冠业绩一骑绝尘,但红利不可持续 疫情爆发以来,辉瑞的新冠疫苗Comirnaty和口服药Paxlovid备受关注。Comirnaty是辉瑞和BioNTech共同研发的一款mRNA新冠疫苗,于2021年8月正式获批上市。Paxlovid,即奈玛特韦片/利托那韦片组合包装,于2021年12月获FDA紧急使用授权。 在2022年业绩中,如果去除Comirnaty和Paxlovid的收入贡献,辉瑞全年营收为435.91亿美元,同比增长2%;研发投入为114.28亿美元,同比增长10%。 而Comirnaty营收则为378亿美元,Paxlovid营收为189亿美元,两者销售收入合计已达到567亿美元。这意味着,2022年仅新冠板块的营收就超过了辉瑞2020年的全年收入(419亿美元)。 不过,随着全球疫情形势变化,新冠产品需求放缓,未来新冠产品的营收将存在很大的不确定性。对于中国市场来说,由于Paxlovid未通过医保谈判,再加上国内国产新冠口服药陆续获批,辉瑞Paxlovid的市场份额将被大大挤占。辉瑞也意识到了这一点,其表示,2023年新冠相关产品收入将有所下滑,其中Comirnaty收入预计为135亿美元,Paxlovid约80亿美元。并预测2023全年营收在670亿美元至710亿美元之间。 多元化业务管线,打造辉瑞基本盘 除了新冠产品外,辉瑞其他产品业绩如何?根据辉瑞2022 Q4财报,其主要营收产品还有:口服抗凝药物Eliquis(阿哌沙班),2022年营收为64.80亿美元,同比上涨9%;肺炎链球菌疫苗Prevnar family,2022年营收为63.37亿美元,同比上涨20%;治疗罕见病的Vyndaqel/Vyndamax去年营收24.47亿美元,同比上涨21%;肾癌靶向药物Inlyta(阿昔替尼),去年营收10.03亿美元;前列腺癌靶向药Xtandi(恩扎卢胺),去年营收11.98亿美元,同比上涨1%。这些成熟创新产品涉及的管线包括肿瘤、免疫、罕见病、心血管等领域,构成了辉瑞业绩的基本盘,为其2022年业绩增长提供了强劲驱动力。 外部引进,辉瑞打造再生力 另据财报显示,2022年,辉瑞的风湿关节炎产品Xeljanz等免疫类药物、Sulperazon等抗感染药物营收额约为138.33亿美元;肿瘤类产品,如乳腺癌药物Ibrance、前列腺癌药物Xtandi等营收额约为121.32亿美元,相较于2021年分别下降了9%和2%。为了改变产品销售下滑的局面,进一步扩充自己的管线,拓展不同领域产品覆盖,辉瑞在去年进行了多起并购。 2022年3月,辉瑞以67亿美元收购Arena公司,这是一家免疫炎性疾病赛道的明星公司。通过收购,辉瑞获得其高选择性S1P受体调节剂Etrasimod,这是一款用于溃疡性结肠炎、特应性皮炎、嗜酸性食管炎等免疫炎症疾病的药物。目前,该药物的两项针对疡性结肠炎的III期临床都已达到积极顶线结果,未来峰值收入有望达到10-20亿美元。 2022年4月,辉瑞与ReViral公司达成协议,辉瑞以5.25亿美元收购ReViral,获得其呼吸道合胞病毒(RSV)候选产品sisunatovir,这是一款口服抑制剂,目前已获FDA快速通道资格认证。 2022年5月,辉瑞以116亿美元现金收购Biohaven Pharmaceutical Holding,以此获得重磅偏头痛(CGRP)上市药物Rimegepant及在研管线。此次收购是自2016年辉瑞以140亿美元价格收购Medivation 以来的最大一笔交易。其中,收购获得的上市偏头痛新药Nurtec(瑞美吉泮)在2022年为辉瑞贡献了2.13亿美元收入。 2022年8月,辉瑞宣布以54亿美元收购Global Blood,并获得其镰状血红蛋白聚合抑制剂Oxbryta。这款药物2021年的净销售额为1.947亿美元,同比增长57%。随着该药在更多市场的获批,增量市场颇为可观。 2022年10月,辉瑞宣布与Voyager Therapeutics达成一项约2.9亿美元的合作,获得一款基于TRACER技术平台生成的新型腺相关病毒(AVV)衣壳,以推进神经系统罕见病基因治疗项目的开发。 无论是自研,还是并购引进,这些产品都将成为辉瑞未来抵消专利悬崖和新冠产品红利消失的正向因素。在2022年四季度财报的电话会议上,辉瑞高管表示,2023年管线中,将有多款潜在重磅疗法和疫苗有望获批上市,包括靶向B细胞成熟抗原的双特异性抗体elranatamab,用于治疗中重度溃疡性结肠炎的etrasimod,以及呼吸道合胞病毒(RSV)疫苗等。 2023新年伊始,辉瑞还进行了"瘦身"。本月辉瑞曾宣布要剥离其在罕见病以及肿瘤领域的一大部分早期项目,并计划更加关注血液学和基因编辑等重点押注的领域。另外,肿瘤学研究将更加集中于乳腺癌、前列腺癌、血液瘤。这一决策完美契合了辉瑞近期宣称的"重新聚焦"策略。即保留"高影响力药物和疫苗"的研发项目,为其他项目探索外部机会。 辉瑞通过“自研+引进”这种内外兼修的方式,来打造自己的再生力,并进行差异化创新布局,未来辉瑞能否"大象起舞",我们静待答案。 主要参考资料: 1、 辉瑞2022年财报PPT; 2、 Pfizer cuts eight programs, including dwarfism drug at center of Therachon buyout;Endpoints; 3、 《辉瑞 2022 业绩:全年营收 1003 亿美元,新冠产品带来 567 亿美元收入》,Insight数据库,2023-01-31 。 智药研习社3月线下研习会报名来源:CPHI制药在线声明:本文仅代表作者观点,并不代表制药在线立场。本网站内容仅出于传递更多信息之目的。如需转载,请务必注明文章来源和作者。投稿邮箱:Kelly.Xiao@imsinoexpo.com▼更多制药资讯,请关注CPHI制药在线▼点击阅读原文,进入智药研习社~
财报疫苗信使RNA上市批准紧急使用授权
100 项与 The Arena Group Holdings, Inc. 相关的药物交易
登录后查看更多信息
100 项与 The Arena Group Holdings, Inc. 相关的转化医学
登录后查看更多信息
组织架构
使用我们的机构树数据加速您的研究。
登录
或
管线布局
2024年07月03日管线快照
无数据报导
登录后保持更新
药物交易
使用我们的药物交易数据加速您的研究。
登录
或
转化医学
使用我们的转化医学数据加速您的研究。
登录
或
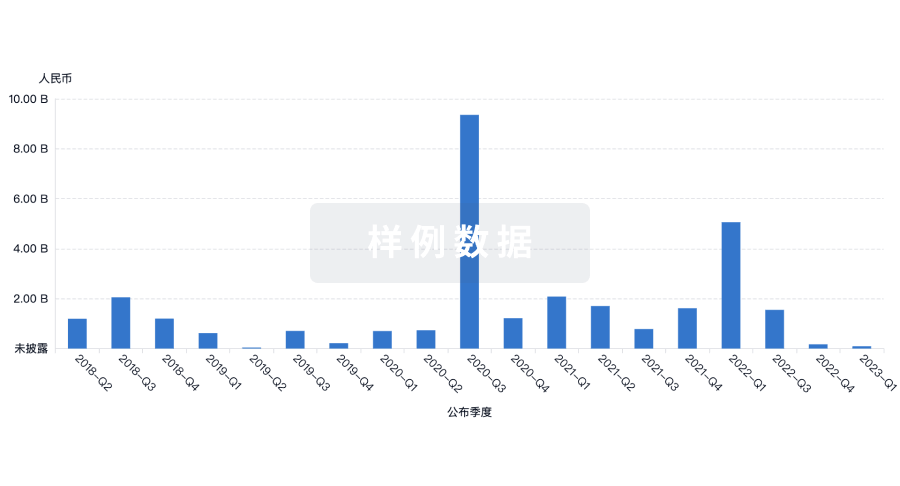
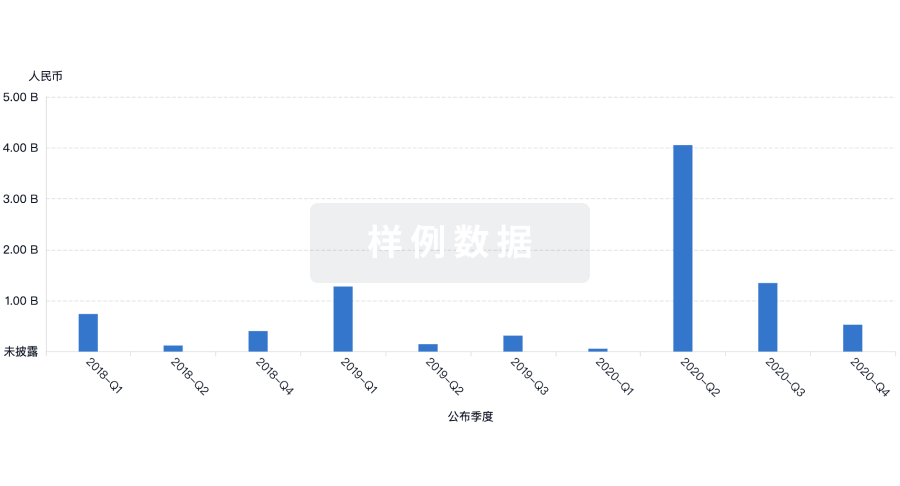
营收
使用 Synapse 探索超过 36 万个组织的财务状况。
登录
或
科研基金(NIH)
访问超过 200 万项资助和基金信息,以提升您的研究之旅。
登录
或

投资
深入了解从初创企业到成熟企业的最新公司投资动态。
登录
或
融资
发掘融资趋势以验证和推进您的投资机会。
登录
或
标准版
¥16800
元/账号/年
新药情报库 | 省钱又好用!
立即使用
立即开始免费试用!
智慧芽新药情报库是智慧芽专为生命科学人士构建的基于AI的创新药情报平台,助您全方位提升您的研发与决策效率。
立即开始数据试用!
智慧芽新药库数据也通过智慧芽数据服务平台,以API或者数据包形式对外开放,助您更加充分利用智慧芽新药情报信息。
生物序列数据库
生物药研发创新
免费使用
化学结构数据库
小分子化药研发创新
免费使用